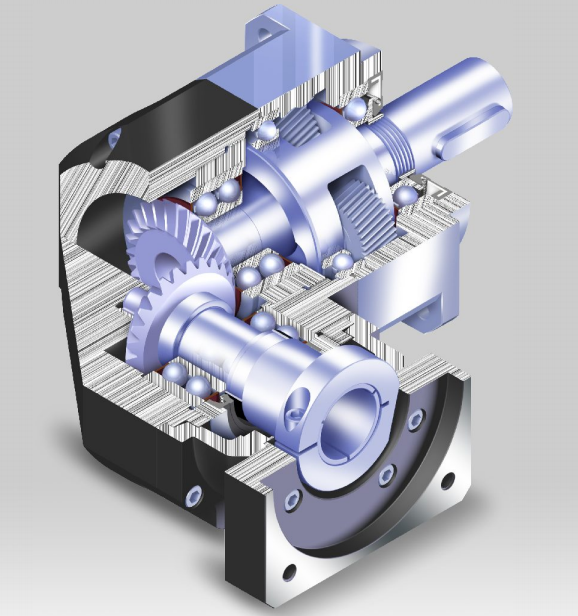
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩

伊明传动科技(厦门)有限公司
中国 厦门
产品属性
图文详情
品牌推荐
品牌
EAMON/伊明牌
型号
AB-AD-AE-PLF-PLE-SP-LP
类型
行星齿轮减速器
载荷状态
均匀载荷
传动比级数
多级
轴的相对位置
立式加速器
传动布置形式
同轴式
加工定制
加工定制
样品或现货
现货
齿面硬度
硬齿面
减速比
3-100
输出转速范围
3000-8000rpm
输入转速
3000r/min
额定功率
50-3500kw
许用扭矩
10-1200N.m
使用范围
伺服电机,步进马达,异步电机
外形尺寸
42-330mm
重量
1-50kg
一段速比
3-10
二段速比
12-100
三段速比
60-1000
背隙
3-10弧分
法兰大小
42-330mm
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩
伺服行星减速机可能会产生疲劳点蚀的原因主要有以下几点:
工作负载过重:当行星减速机承受超过其额定负载的工作负载时,减速机会持续在高负载状态下运行,这可能导致疲劳 磨损。
润滑不良:当行星减速机的润滑油不足或被污染时,减速机的零件会长时间处于干燥擦拭状况下,摩擦和磨损会加剧。
瞬间冲击:在高速运转中,如果行星减速机受到突然停止或瞬间反向运转等冲击,就会产生疲劳磨损。
安装精度的影响:在减速器和电机安装后轴对中不符合标准要求,导致电机联轴器和减速器输入联轴器中心不一致,造 成减速器输入齿轮应力不均匀,一侧传动齿轮过载应力大,造成齿面点蚀,造成减速器损坏失效。
载荷的影响:传动轴系振动引起载荷增大,轴承与轴承孔间隙增大,传动轴承刚性大,引起轴系异常振动和齿面点蚀。
制造和装配精度的影响:如果装配精度低或齿轮材料硬度选择和热处理不当,导致齿轮齿面硬度偏低,不能满足使用要 求,也是引起点蚀的重要原因。
为了减少和避免伺服行星减速机的疲劳点蚀问题,可以采取以下措施:
合理选型:选用合适的行星减速机型号和规格,以满足工作负载和转速的要求。
定期保养:定期检查减速机的润滑油,并更换干净的润滑油。
避免冲击:为减少瞬间冲击,需要尽量避免突然停止或反向运转,可以采用控制系统和缓冲装置等方法来减小冲击。
提高安装精度:确保减速机和电机安装后轴对中符合标准要求,以减少齿轮应力不均匀和过载应力大的情况。
优化载荷分配:通过优化传动轴系的载荷分配,减少轴承与轴承孔间隙和传动轴承刚性大的问题,从而降低齿面点蚀的 风险。
提高制造和装配精度:通过提高装配精度和优化齿轮材料选择及热处理工艺,提高齿轮齿面的硬度和耐磨性,从而减少 点蚀问题的发生。
采用缓冲装置:在行星减速机中采用缓冲装置,以减少瞬间冲击对齿轮的影响,从而延长齿轮的使用寿命。
加强运行监控:通过加强行星减速机的运行监控,及时发现并解决潜在的点蚀问题,确保设备的正常运行。
综上所述,为了减少和避免伺服行星减速机的疲劳点蚀问题,需要综合考虑工作负载、润滑条件、安装精度、载荷分配 、制造和装配精度等多方面因素,并采取相应的措施进行预防和治理。同时,加强设备的运行监控和维护保养也是至关 重要的。
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩
在数控铣削设备上使用伺服行星减速机具有以下优势:
提高切削速度和进给速度:伺服行星减速机可以降低电机的转速,增加扭矩,从而提高数控铣削设备的切削速度和进给速度,提高生产效率。
降低电机负荷:伺服行星减速机具有率的传动系统,可以降低电机的负荷,减少电机的发热和磨损,延长电机使用寿命。
提高加工精度:伺服行星减速机具有高精度、低背隙的特点,可以减少数控铣削设备的加工误差,提高加工精度。
降低设备噪音:伺服行星减速机采用优化设计,可以降低数控铣削设备的运行噪音,提高设备舒适性。
节省能源:伺服行星减速机具有传动和控制的特点,可以有效降低数控铣削设备的能耗,节省能源。
提高设备可靠性:伺服行星减速机采用优质材料和先进工艺,具有高可靠性和免维护性能,能够保证数控铣削设备的长期稳定运行,降低故障率。
降低成本:伺服行星减速机的价格虽然相比普通减速机较高,但综合考虑其高品质、高精度、高寿命、高可靠性等特点,其经济性相对较好,能够帮助企业降低生产成本,提高经济效益。
综上所述,在数控铣削设备上使用伺服行星减速机可以提高设备的性能和生产效率,降低成本,节省能源,延长设备使用寿命,提高加工精度和可靠性,为企业创造更好的经济效益。

旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩
PM060 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM060 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM060 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM090 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM090 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM090 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM115 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM115 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM115 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM140 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM140 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM140 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM180 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM180 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM180 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM60 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM60 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM60 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM90 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM90 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM90 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM142 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM142 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM142 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
据悉,五金门锁是我们居家的必备,可是很少有人注意,门锁的使用保质期?已成为世界的锁具生产国和消费国。国内锁具业年销售额4亿元以上,产能超过2亿套,年出口额超过1亿元。但大多还是凭借低廉的劳动力成本来获取生产订单,这就造成了锁具市场价格差异巨大、质量参差不齐,同样外观的锁,从几元到几百元都有。一把钥匙开N家门锁,同样外形的锁价格从十几元到数百元不等。什么时候该换锁,换什么样的锁,很多人可能并不清楚。螺旋丝攻:对不通孔被切削材之攻牙作业,螺旋丝攻将发挥其特有的切削效果,迅速,顺利的为您切削出级螺纹,螺旋丝攻与一般手用丝攻不同的是,普通的手用丝攻之沟槽成直线型,而螺旋丝攻成螺旋型,螺旋丝攻在攻牙时,以其螺旋槽的上升旋转作用,能轻易的把铁屑排出孔外,以免铁屑残留或塞於沟槽内,而造成螺锥折断刃部崩裂,因此能增长丝攻的寿命与切削出精度之螺纹,螺旋丝攻适用于切削高韧度之材料,而不适合铸铁,等切屑成细碎状之材料(N--SP/HC-SP/N+SP,S-SP)2.先端丝攻:对通孔被切削之攻牙作业,先端丝攻将发挥其特有的切削效果迅速顺利的为您切削出级之螺纹,先端丝攻主要用于各种通孔材料之螺纹被切削作业,先端丝攻具有与一般手用丝攻相同的的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,借以旋转推送切削从孔的下方排出,由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切削堵塞而造成丝攻的损害,因此先端丝攻可采用比一般手用丝攻更快的速度来切削高精度之螺纹(N-PO/HC-PO/N+PO,S-PO)3.无铁屑挤压丝攻:无沟丝攻是应用塑性成型方式,在下孔内压磨使被切削材隆起而形成螺纹,故不会产生切屑,也不会因切屑阻塞等问题而损害螺纹或丝攻,无沟丝攻于具有可塑性之材料加工,如,铝,红铜,锌,黄酮于低碳钢,无沟丝攻分两种类型,标准型N-RS(M6以下)(尖头),N-RZ(M8以上)(平头),N-RS,N-RZ是根据ISO规格,其牙部较短,适用于浅孔的攻牙,无沟丝锥的切削部有四牙于两牙两种,使用无沟丝锥时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹4.管用特殊丝锥:铸铁用管用丝攻是经特别设计,专门郁郁铸铁之螺纹攻牙,其不仅在钢材的热处理,切削角的角度等,都有独特的设计外,并在表面施有IN处理,以增强其耐磨性,铸铁用管用丝攻有PF,PS与PT等三种系列一。
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩
伺服行星减速机可能会产生疲劳点蚀的原因主要有以下几点:
工作负载过重:当行星减速机承受超过其额定负载的工作负载时,减速机会持续在高负载状态下运行,这可能导致疲劳 磨损。
润滑不良:当行星减速机的润滑油不足或被污染时,减速机的零件会长时间处于干燥擦拭状况下,摩擦和磨损会加剧。
瞬间冲击:在高速运转中,如果行星减速机受到突然停止或瞬间反向运转等冲击,就会产生疲劳磨损。
安装精度的影响:在减速器和电机安装后轴对中不符合标准要求,导致电机联轴器和减速器输入联轴器中心不一致,造 成减速器输入齿轮应力不均匀,一侧传动齿轮过载应力大,造成齿面点蚀,造成减速器损坏失效。
载荷的影响:传动轴系振动引起载荷增大,轴承与轴承孔间隙增大,传动轴承刚性大,引起轴系异常振动和齿面点蚀。
制造和装配精度的影响:如果装配精度低或齿轮材料硬度选择和热处理不当,导致齿轮齿面硬度偏低,不能满足使用要 求,也是引起点蚀的重要原因。
为了减少和避免伺服行星减速机的疲劳点蚀问题,可以采取以下措施:
合理选型:选用合适的行星减速机型号和规格,以满足工作负载和转速的要求。
定期保养:定期检查减速机的润滑油,并更换干净的润滑油。
避免冲击:为减少瞬间冲击,需要尽量避免突然停止或反向运转,可以采用控制系统和缓冲装置等方法来减小冲击。
提高安装精度:确保减速机和电机安装后轴对中符合标准要求,以减少齿轮应力不均匀和过载应力大的情况。
优化载荷分配:通过优化传动轴系的载荷分配,减少轴承与轴承孔间隙和传动轴承刚性大的问题,从而降低齿面点蚀的 风险。
提高制造和装配精度:通过提高装配精度和优化齿轮材料选择及热处理工艺,提高齿轮齿面的硬度和耐磨性,从而减少 点蚀问题的发生。
采用缓冲装置:在行星减速机中采用缓冲装置,以减少瞬间冲击对齿轮的影响,从而延长齿轮的使用寿命。
加强运行监控:通过加强行星减速机的运行监控,及时发现并解决潜在的点蚀问题,确保设备的正常运行。
综上所述,为了减少和避免伺服行星减速机的疲劳点蚀问题,需要综合考虑工作负载、润滑条件、安装精度、载荷分配 、制造和装配精度等多方面因素,并采取相应的措施进行预防和治理。同时,加强设备的运行监控和维护保养也是至关 重要的。
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩
在数控铣削设备上使用伺服行星减速机具有以下优势:
提高切削速度和进给速度:伺服行星减速机可以降低电机的转速,增加扭矩,从而提高数控铣削设备的切削速度和进给速度,提高生产效率。
降低电机负荷:伺服行星减速机具有率的传动系统,可以降低电机的负荷,减少电机的发热和磨损,延长电机使用寿命。
提高加工精度:伺服行星减速机具有高精度、低背隙的特点,可以减少数控铣削设备的加工误差,提高加工精度。
降低设备噪音:伺服行星减速机采用优化设计,可以降低数控铣削设备的运行噪音,提高设备舒适性。
节省能源:伺服行星减速机具有传动和控制的特点,可以有效降低数控铣削设备的能耗,节省能源。
提高设备可靠性:伺服行星减速机采用优质材料和先进工艺,具有高可靠性和免维护性能,能够保证数控铣削设备的长期稳定运行,降低故障率。
降低成本:伺服行星减速机的价格虽然相比普通减速机较高,但综合考虑其高品质、高精度、高寿命、高可靠性等特点,其经济性相对较好,能够帮助企业降低生产成本,提高经济效益。
综上所述,在数控铣削设备上使用伺服行星减速机可以提高设备的性能和生产效率,降低成本,节省能源,延长设备使用寿命,提高加工精度和可靠性,为企业创造更好的经济效益。
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩
PM060 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM060 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM060 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM090 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM090 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM090 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM115 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM115 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM115 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM140 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM140 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM140 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM180 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM180 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM180 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM60 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM60 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM60 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM90 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM90 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM90 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
PM142 -L1 -3 4 5 6 7 8 10 -S2 -S1 -P2 -P1
PM142 -L2 -12 15 16 25 30 35 40 -S2 -S1 -P2 -P1
PM142 -L2 -32 50 60 70 80 100 28 -S2 -S1 -P2 -P1
据悉,五金门锁是我们居家的必备,可是很少有人注意,门锁的使用保质期?已成为世界的锁具生产国和消费国。国内锁具业年销售额4亿元以上,产能超过2亿套,年出口额超过1亿元。但大多还是凭借低廉的劳动力成本来获取生产订单,这就造成了锁具市场价格差异巨大、质量参差不齐,同样外观的锁,从几元到几百元都有。一把钥匙开N家门锁,同样外形的锁价格从十几元到数百元不等。什么时候该换锁,换什么样的锁,很多人可能并不清楚。螺旋丝攻:对不通孔被切削材之攻牙作业,螺旋丝攻将发挥其特有的切削效果,迅速,顺利的为您切削出级螺纹,螺旋丝攻与一般手用丝攻不同的是,普通的手用丝攻之沟槽成直线型,而螺旋丝攻成螺旋型,螺旋丝攻在攻牙时,以其螺旋槽的上升旋转作用,能轻易的把铁屑排出孔外,以免铁屑残留或塞於沟槽内,而造成螺锥折断刃部崩裂,因此能增长丝攻的寿命与切削出精度之螺纹,螺旋丝攻适用于切削高韧度之材料,而不适合铸铁,等切屑成细碎状之材料(N--SP/HC-SP/N+SP,S-SP)2.先端丝攻:对通孔被切削之攻牙作业,先端丝攻将发挥其特有的切削效果迅速顺利的为您切削出级之螺纹,先端丝攻主要用于各种通孔材料之螺纹被切削作业,先端丝攻具有与一般手用丝攻相同的的直线沟槽,但在其切削部前端有经特殊设计的螺旋沟槽,借以旋转推送切削从孔的下方排出,由于先端丝攻具有此旋转排出切屑之功能,除可保持沟槽的清洁以减少切削时之抗力外,并能避免因切削堵塞而造成丝攻的损害,因此先端丝攻可采用比一般手用丝攻更快的速度来切削高精度之螺纹(N-PO/HC-PO/N+PO,S-PO)3.无铁屑挤压丝攻:无沟丝攻是应用塑性成型方式,在下孔内压磨使被切削材隆起而形成螺纹,故不会产生切屑,也不会因切屑阻塞等问题而损害螺纹或丝攻,无沟丝攻于具有可塑性之材料加工,如,铝,红铜,锌,黄酮于低碳钢,无沟丝攻分两种类型,标准型N-RS(M6以下)(尖头),N-RZ(M8以上)(平头),N-RS,N-RZ是根据ISO规格,其牙部较短,适用于浅孔的攻牙,无沟丝锥的切削部有四牙于两牙两种,使用无沟丝锥时,需配合其精度要求而选择下孔的尺寸,才能塑压出高精度,高品质的螺纹4.管用特殊丝锥:铸铁用管用丝攻是经特别设计,专门郁郁铸铁之螺纹攻牙,其不仅在钢材的热处理,切削角的角度等,都有独特的设计外,并在表面施有IN处理,以增强其耐磨性,铸铁用管用丝攻有PF,PS与PT等三种系列一。
旧县街道直流伺服齿轮减速机AER070-008-S2-P2高转矩





