专业从事生产加工槽钢,厂家直销,可按需定制槽钢价格便宜。
二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。


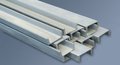
槽钢是一种经过轧制或冷弯加工后形成的钢材,它具有截面形状为槽形的特点,广泛应用于建筑、制造、电力等领域。而四种形状的槽钢,也各有不同的用途。冷弯等边槽钢具有截面对称性,强度均匀,适用于轻型结构、电力塔和通信塔等;冷弯不等边槽钢截面不对称,适用于重型结构和高压电线塔等;冷弯内卷边槽钢截面较平滑,适用于钢结构厂房和其他建筑;冷弯外卷边槽钢则截面较尖锐,适用于钢结构平台和桥梁等。
针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100mm改为99mm,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8mm改为R7mm,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79mm改为80mm,下边宽度由97mm改为94mm,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。

槽钢理论重量计算方法:槽钢计算公式(kg/m)W=0.00785x[hd+2t(b-d)+0.349(r2-r12)](h= 高;b= 腿长;d= 腰厚;t= 平均腿厚;r= 内圆弧半径;r1= 腿端圆弧半径);
工艺原因该机组的设计能力为20万t/a,但现在的产量达到了60万t/a,冷床区生产能力不足的问题很突出,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,极易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。

根据形状,槽钢可分为四种类型:冷弯等边槽钢,冷弯不等边槽钢,冷弯内弯槽钢和冷弯外轧槽钢。根据钢结构理论,应该是通道翼的力,即通道应该站立,而不是下蹲。