
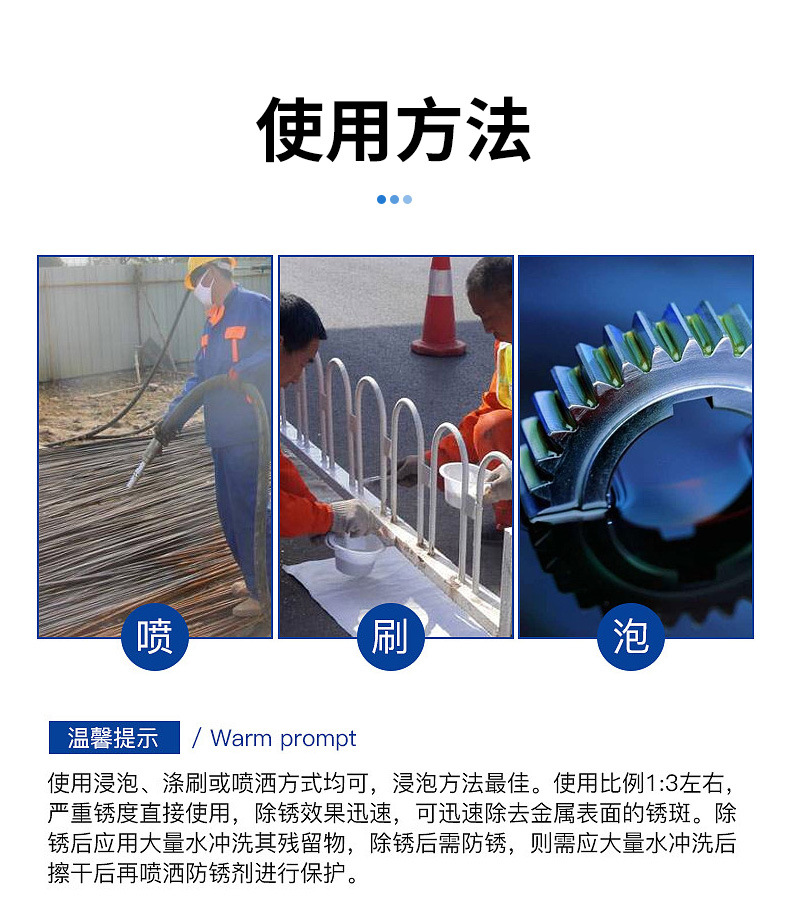
我们始终坚信:经得住市场考验的产品,才是好产品!
除锈剂的主要作用是松解生锈紧固件,润滑不能拆卸的紧固件,便于拆卸生锈的紧固件,并在裸露的金属表面形成持久的防腐蚀保护,防止新的锈蚀形成。然而,除锈剂对金属是否产生腐蚀作用,很大程度上取决于其成分和使用方式。由于除锈剂通常含有酸性物质,如果其酸碱性质和成分处理不当,可能会对金属材质产生腐蚀作用,特别是对于较薄的金属材料来说,这种腐蚀作用可能会更为明显,严重时会导致金属材质表面出现空气氧化、损伤甚至生锈。因此,在使用除锈剂时,必须严格按照产品说明进行操作,避免过量使用或长时间浸泡,以防止对金属造成不必要的损害。同时,也应注意选择质量好、品牌可靠的除锈剂,以减少对金属材质的潜在风险。虽然除锈剂在清除金属表面锈迹方面非常有效,但使用时也需要谨慎,以避免对金属产生腐蚀作用。
9)现场使用的光源应是低压防爆灯。灯泡应置于有机玻璃罩中,避免喷砂时磨料将玻璃灯泡击碎。10)呼吸用空气应进行净化处理。1.5.2人工或机械除锈(1)表面处理前,金属结构、管道及设备的加工制作,必须符合施工图及设计文件的要求。

除锈剂常见的成分主要包括以下几类:酸类:如盐酸、硫酸、硝酸和磷酸等。这些酸能够与金属表面的氧化物发生反应,从而去除锈迹。有机酸:如柠檬酸、酒石酸、苹果酸、绿原酸、草酸、苯甲酸、水杨酸、咖啡酸等。它们有助于除锈过程,并可以防止金属表面再次生锈。碱性物质:如氢氧化钠和氢氧化钾等,能够与金属表面的锈迹反应,去除锈层。螯合剂:用于去除金属表面的铁锈和氧化皮。表面活性剂、渗透剂、促进剂:这些成分有助于除锈剂更好地渗透到金属表面的锈层中,加速除锈过程。氯化钠:可以加速除锈剂与金属表面锈迹的反应。甲基丙烯酸、聚合氧化铝:这些成分能够在除锈后形成保护膜,防止新的锈蚀形成。三乙醇胺:用于中和除锈剂中的酸性物质,降低对金属的腐蚀作用。除锈剂中还可能含有一些添加剂,如乌洛托品、十二烷基苯磺酸钠、硫酸锌等,以增强除锈效果或改善除锈剂的性能。在使用除锈剂时,建议仔细阅读产品说明,了解其成分和使用方法,确保安全和有效使用。同时,对于某些特殊材料或敏感表面,建议先进行小范围测试,以确保除锈剂不会对其产生不良影响。
钢铁常温发黑剂
2.磨料控制喷砂除锈用的砂,要求颗粒、有棱角、干燥(含水量<2%)、无泥土及其他杂质;以石英砂为好,粗河砂也可;同时,应考虑砂料运输条件,单价高低,回收能力等因素;砂料粒径以0.5~1.5mm为宜,筛选前须晒干,存储于棚内、室内,筛孔大小为:粗筛40~48孔/cm2(粒径1.2mm)、细。

生产除锈剂时,为了实现零污染的环保目标,可以采用以下环保技术:激光除锈技术:利用高能量激光束瞬间照射在锈蚀表面,使其蒸发、燃烧或者熔化,从而达到除锈的目的。这种方法无需使用任何化学药剂,也不会产生二次污染,是一种高效、快速、无污染的除锈技术。电解除锈技术:利用电解原理,将锈蚀金属作为阳极,通过电流作用使其发生氧化还原反应,从而实现除锈。这种方法同样无需使用化学药剂,只需使用少量的电解液,大大降低了对环境的污染。使用环保型原料:选择环保型的原料来制造除锈剂,例如使用柠檬酸等天然有机酸替代传统的硫酸、盐酸等强酸。这些环保型原料不仅具有良好的除锈效果,而且对人体和环境无害。废水处理技术:对于生产过程中的废水,应采用高效的废水处理技术,如沉淀、过滤、中和等步骤,以确保废水在排放前达到环保标准。此外,可以通过合理的工艺流程和药剂调整,实现废水的循环使用,最终实现废水的零排放。改进生产工艺:通过优化生产工艺,减少能源消耗和废料的产生,降低对环境的负担。例如,采用高效节能的设备进行生产,提高原料的利用率,减少废弃物的产生。综上所述,通过采用激光除锈、电解除锈等环保技术,以及使用环保型原料和改进生产工艺,可以生产出零污染的除锈剂,为环保事业做出贡献。
钢铁常温发黑剂
具体涂装参数见附表二4.当设计对涂装厚度无明确规定时,应按照合同约定执行,如果没有约定则按照工艺文件执行,一般宜涂2~3遍,干膜厚度为70~100μm。每遍涂层干漆膜厚度允许偏差为~5μm。5.对于涂件清理后的表面和已涂装好的任何表面,应防止灰尘、水滴、油脂、焊接或其他脏物粘俯在其上面。





