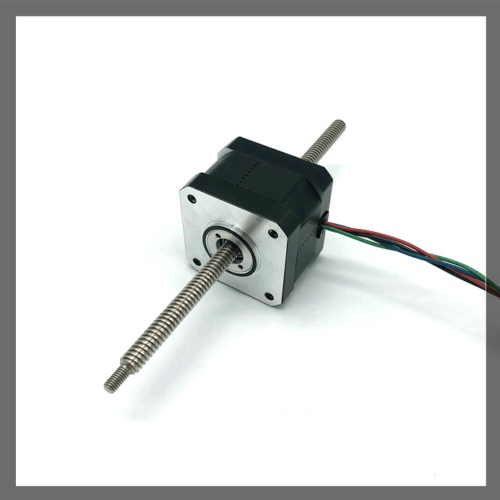
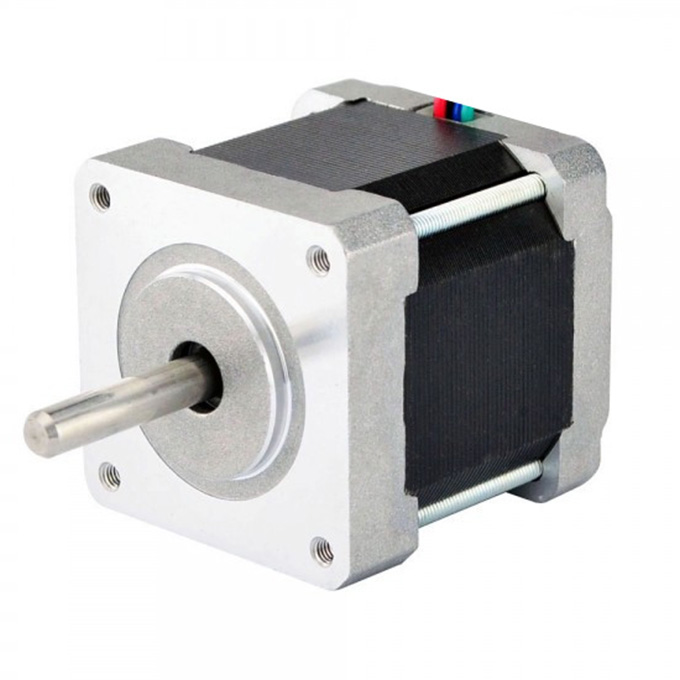
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF

厦门伊诗图电气有限公司
中国 厦门
产品属性
图文详情
品牌推荐
品牌
EASTOUR
型号
STEPPING MOTOR
结构类型
其他
适用范围
工业用
励磁方式
他励式
机壳保护方式
防护式
加工定制
加工定制
额定功率
6-400W
额定电压
24-380V
额定转矩
1.0-15.9Nm
额定转速
90-3000r/minr/min
额定电流
0.4-10.3AA
效率
95%%
绝缘等级
666
防护等级
IP65
产品认证
888
外形尺寸
20*60*80mm
重量
8.5KGKg
直流电压
DC24V
交期电压
AC220-380V
直流功率
20W-400W
交流功率
6W-135W
减速比
1:3-1:360
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
问: 如何做好步进电机的升降曲线?
步进电机的转速 是随输入脉冲信号的变化而变化的。从理论上说,只要给驱动器脉冲信号即可。每给驱动器一个脉冲(CP),步进电机就旋转一个步距角(细分时为一个细分步距角)。但是,由 于步进电机性能关系,CP信号变化太快,步进电机将跟不上电信号的变化,这时会产生堵转和丢步现象。所以步进电机要在高速时,必须有升速过程,在停止时必须有降速过程。 一般升速与降速规律相同,以下以升速为例介绍:
升速过程由起跳频率加升速曲线组成(降速过程反之)。起跳频率不能太大,否则也会产生堵转和失步。升降速曲线一般是 为指数曲线或经过修调的指数曲线,当然也可采用直线或正弦曲线等。用户需根据自己的负载选择合适的响应频和升降速曲线,找到一条理想的曲线并不容易,一般需要多次试机 才行。指数曲线在实际软件编程过程中比较麻烦,一般事先算好时间常数存储在计算机存储器呢,工作过程中直接选取。
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
模具的设计是提高模具质量的最重要的一步,需要考虑到很多因素,包括模具材料的选用,模具结构的可使用性及安全性,模具零件的可加工性及模具维修的方便性,这些在设计之初应尽量考虑得周全些。模具材料的选用既要满足客户对产品质量的要求,还需考虑到材料的成本及其在设定周期内的强度,当然还要根据模具的类型、使用工作方式、加工速度、主要失效形式等因素来选材。:冲裁模的主要失效形式是刃口磨损,就要选择表面硬度高、耐磨性好的材料;冲压模主要承受周期性载荷,易引起表面疲劳裂纹,导致表层剥落,那就要选择表面韧性好的材料;拉深模应选择磨擦系数特别低的材料;压铸模由于受到循环热应力作用,故应选择热疲劳性强的材料;对于注塑模,当塑件为ABS、PP、PC之类材料时,模具材料可选择预硬调质钢,当塑件为高光洁度、透明的材料时,可选耐蚀不锈钢,当制品批量大时,可选择淬火回火钢。
VRB-090B-3-K5-14BM14
VRB-090B-4-K5-14BM14
VRB-090B-5-K5-14BM14
VRB-090B-6-K5-14BM14
VRB-090B-7-K5-14BM14
VRB-090B-8-K5-14BM14
VRB-090B-9-K5-14BM14
VRB-090B-10-K5-14BM14
VRB-090B-15-K5-14BM14
VRB-090B-16-K5-14BM14
VRB-090B-20-K5-14BM14
VRB-090B-25-K5-14BM14
VRB-090B-28-K5-14BM14
VRB-090B-30-K5-14BM14
VRB-090B-35-K5-14BM14
VRB-090B-40-K5-14BM14
VRB-090B-45-K5-14BM14
VRB-090B-50-K5-14BM14
VRB-090B-60-K5-14BM14
VRB-090B-70-K5-14BM14
VRB-090B-80-K5-14BM14
VRB-090B-90-K5-14BM14
VRB-090B-100-K5-14BM14
VRB-090C-3-K5-19DC19
VRB-090C-4-K5-19DC19
VRB-090C-5-K5-19DC19
VRB-090C-6-K5-19DC19
VRB-090C-7-K5-19DC19
VRB-090C-8-K5-19DC19
VRB-090C-9-K5-19DC19
VRB-090C-10-K5-19DC19
VRB-090C-15-K5-19DC19
VRB-090C-16-K5-19DC19
VRB-090C-20-K5-19DC19
VRB-090C-25-K5-19DC19
VRB-090C-28-K5-19DC19
VRB-090C-30-K5-19DC19
VRB-090C-35-K5-19DC19
VRB-090C-40-K5-19DC19
VRB-090C-45-K5-19DC19
VRB-090C-50-K5-19DC19
VRB-090C-60-K5-19DC19
VRB-090C-70-K5-19DC19
VRB-090C-80-K5-19DC19
VRB-090C-90-K5-19DC19
VRB-090C-100-K5-19DC19
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
按JJG4-1999《钢卷尺检定规程》和JJG-21《布卷尺检定规程》,本套计量标准主要用于新制造、使用中的普通钢卷尺、测深钢卷尺、钢围尺及布卷尺、测绳的检定。以钢卷尺示值误差为例,计量标准的工作原理叙述如下:1.零值误差的方法将尺端装有尺钩或拉环的普通钢卷尺平铺在钢卷尺台上,加上规定的拉力后,与经合格的Ⅰ级标准钢卷尺进行比较.将表示零位位置的尺钩(或拉环)与标准钢卷尺的零值线纹对准,在1mm处读出误差值。

阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
CH400-3-S-G4-DL-H0
CH400-5-S-G4-DL-H0
CH400-10-S-G4-DL-H0
CH400-15-S-G4-DL-H0
CH400-20-S-G4-DL-H0
CH400-25-S-G4-DL-H0
CH400-30-S-G4-DL-H0
CH400-40-S-G4-DL-H0
CH400-45-S-G4-DL-H0
CH400-50-S-G4-DL-H0
CH400-60-S-G4-DL-H0
CH400-70-S-G4-DL-H0
CH400-80-S-G4-DL-H0
CH400-90-S-G4-DL-H0
CH400-100-S-G4-DL-H0
CH400-120-S-G4-DL-H0
CH400-140-S-G4-DL-H0
CH400-160-S-G4-DL-H0
CH400-180-S-G4-DL-H0
CH400-200-S-G4-DL-H0
CH750-3-S-G4-DL-H0
CH750-5-S-G4-DL-H0
CH750-10-S-G4-DL-H0
CH750-15-S-G4-DL-H0
CH750-20-S-G4-DL-H0
CH750-25-S-G4-DL-H0
CH750-30-S-G4-DL-H0
CH750-40-S-G4-DL-H0
CH750-45-S-G4-DL-H0
CH750-50-S-G4-DL-H0
CH750-60-S-G4-DL-H0
CH750-70-S-G4-DL-H0
CH750-80-S-G4-DL-H0
CH750-90-S-G4-DL-H0
CH750-100-S-G4-DL-H0
CH750-120-S-G4-DL-H0
CH750-140-S-G4-DL-H0
CH750-160-S-G4-DL-H0
CH750-180-S-G4-DL-H0
CH750-200-S-G4-DL-H0
CH1500-3-S-G4-DL-H0
CH1500-5-S-G4-DL-H0
CH1500-10-S-G4-DL-H0
CH1500-15-S-G4-DL-H0
CH1500-20-S-G4-DL-H0
CH1500-25-S-G4-DL-H0
CH1500-30-S-G4-DL-H0
CH1500-40-S-G4-DL-H0
CH1500-45-S-G4-DL-H0
CH1500-50-S-G4-DL-H0
CH1500-60-S-G4-DL-H0
CH1500-70-S-G4-DL-H0
CH1500-80-S-G4-DL-H0
CH1500-90-S-G4-DL-H0
CH1500-100-S-G4-DL-H0
CH1500-120-S-G4-DL-H0
CH1500-140-S-G4-DL-H0
CH1500-160-S-G4-DL-H0
CH1500-180-S-G4-DL-H0
CH1500-200-S-G4-DL-H0
CH2200-3-S-G4-DL-H0
CH2200-5-S-G4-DL-H0
CH2200-10-S-G4-DL-H0
CH2200-15-S-G4-DL-H0
CH2200-20-S-G4-DL-H0
CH2200-25-S-G4-DL-H0
CH2200-30-S-G4-DL-H0
CH2200-40-S-G4-DL-H0
CH2200-45-S-G4-DL-H0
CH2200-50-S-G4-DL-H0
CH2200-60-S-G4-DL-H0
CH2200-70-S-G4-DL-H0
CH2200-80-S-G4-DL-H0
CH2200-90-S-G4-DL-H0
CH2200-100-S-G4-DL-H0
CH2200-120-S-G4-DL-H0
CH2200-140-S-G4-DL-H0
CH2200-160-S-G4-DL-H0
CH2200-180-S-G4-DL-H0
CH2200-200-S-G4-DL-H0
问: 如何做好步进电机的升降曲线?
步进电机的转速 是随输入脉冲信号的变化而变化的。从理论上说,只要给驱动器脉冲信号即可。每给驱动器一个脉冲(CP),步进电机就旋转一个步距角(细分时为一个细分步距角)。但是,由 于步进电机性能关系,CP信号变化太快,步进电机将跟不上电信号的变化,这时会产生堵转和丢步现象。所以步进电机要在高速时,必须有升速过程,在停止时必须有降速过程。 一般升速与降速规律相同,以下以升速为例介绍:
升速过程由起跳频率加升速曲线组成(降速过程反之)。起跳频率不能太大,否则也会产生堵转和失步。升降速曲线一般是 为指数曲线或经过修调的指数曲线,当然也可采用直线或正弦曲线等。用户需根据自己的负载选择合适的响应频和升降速曲线,找到一条理想的曲线并不容易,一般需要多次试机 才行。指数曲线在实际软件编程过程中比较麻烦,一般事先算好时间常数存储在计算机存储器呢,工作过程中直接选取。
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
模具的设计是提高模具质量的最重要的一步,需要考虑到很多因素,包括模具材料的选用,模具结构的可使用性及安全性,模具零件的可加工性及模具维修的方便性,这些在设计之初应尽量考虑得周全些。模具材料的选用既要满足客户对产品质量的要求,还需考虑到材料的成本及其在设定周期内的强度,当然还要根据模具的类型、使用工作方式、加工速度、主要失效形式等因素来选材。:冲裁模的主要失效形式是刃口磨损,就要选择表面硬度高、耐磨性好的材料;冲压模主要承受周期性载荷,易引起表面疲劳裂纹,导致表层剥落,那就要选择表面韧性好的材料;拉深模应选择磨擦系数特别低的材料;压铸模由于受到循环热应力作用,故应选择热疲劳性强的材料;对于注塑模,当塑件为ABS、PP、PC之类材料时,模具材料可选择预硬调质钢,当塑件为高光洁度、透明的材料时,可选耐蚀不锈钢,当制品批量大时,可选择淬火回火钢。
VRB-090B-3-K5-14BM14
VRB-090B-4-K5-14BM14
VRB-090B-5-K5-14BM14
VRB-090B-6-K5-14BM14
VRB-090B-7-K5-14BM14
VRB-090B-8-K5-14BM14
VRB-090B-9-K5-14BM14
VRB-090B-10-K5-14BM14
VRB-090B-15-K5-14BM14
VRB-090B-16-K5-14BM14
VRB-090B-20-K5-14BM14
VRB-090B-25-K5-14BM14
VRB-090B-28-K5-14BM14
VRB-090B-30-K5-14BM14
VRB-090B-35-K5-14BM14
VRB-090B-40-K5-14BM14
VRB-090B-45-K5-14BM14
VRB-090B-50-K5-14BM14
VRB-090B-60-K5-14BM14
VRB-090B-70-K5-14BM14
VRB-090B-80-K5-14BM14
VRB-090B-90-K5-14BM14
VRB-090B-100-K5-14BM14
VRB-090C-3-K5-19DC19
VRB-090C-4-K5-19DC19
VRB-090C-5-K5-19DC19
VRB-090C-6-K5-19DC19
VRB-090C-7-K5-19DC19
VRB-090C-8-K5-19DC19
VRB-090C-9-K5-19DC19
VRB-090C-10-K5-19DC19
VRB-090C-15-K5-19DC19
VRB-090C-16-K5-19DC19
VRB-090C-20-K5-19DC19
VRB-090C-25-K5-19DC19
VRB-090C-28-K5-19DC19
VRB-090C-30-K5-19DC19
VRB-090C-35-K5-19DC19
VRB-090C-40-K5-19DC19
VRB-090C-45-K5-19DC19
VRB-090C-50-K5-19DC19
VRB-090C-60-K5-19DC19
VRB-090C-70-K5-19DC19
VRB-090C-80-K5-19DC19
VRB-090C-90-K5-19DC19
VRB-090C-100-K5-19DC19
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
按JJG4-1999《钢卷尺检定规程》和JJG-21《布卷尺检定规程》,本套计量标准主要用于新制造、使用中的普通钢卷尺、测深钢卷尺、钢围尺及布卷尺、测绳的检定。以钢卷尺示值误差为例,计量标准的工作原理叙述如下:1.零值误差的方法将尺端装有尺钩或拉环的普通钢卷尺平铺在钢卷尺台上,加上规定的拉力后,与经合格的Ⅰ级标准钢卷尺进行比较.将表示零位位置的尺钩(或拉环)与标准钢卷尺的零值线纹对准,在1mm处读出误差值。
阿尕尔森乡EASTOUR单相马达RB调速马达5IK90GN-UMF
CH400-3-S-G4-DL-H0
CH400-5-S-G4-DL-H0
CH400-10-S-G4-DL-H0
CH400-15-S-G4-DL-H0
CH400-20-S-G4-DL-H0
CH400-25-S-G4-DL-H0
CH400-30-S-G4-DL-H0
CH400-40-S-G4-DL-H0
CH400-45-S-G4-DL-H0
CH400-50-S-G4-DL-H0
CH400-60-S-G4-DL-H0
CH400-70-S-G4-DL-H0
CH400-80-S-G4-DL-H0
CH400-90-S-G4-DL-H0
CH400-100-S-G4-DL-H0
CH400-120-S-G4-DL-H0
CH400-140-S-G4-DL-H0
CH400-160-S-G4-DL-H0
CH400-180-S-G4-DL-H0
CH400-200-S-G4-DL-H0
CH750-3-S-G4-DL-H0
CH750-5-S-G4-DL-H0
CH750-10-S-G4-DL-H0
CH750-15-S-G4-DL-H0
CH750-20-S-G4-DL-H0
CH750-25-S-G4-DL-H0
CH750-30-S-G4-DL-H0
CH750-40-S-G4-DL-H0
CH750-45-S-G4-DL-H0
CH750-50-S-G4-DL-H0
CH750-60-S-G4-DL-H0
CH750-70-S-G4-DL-H0
CH750-80-S-G4-DL-H0
CH750-90-S-G4-DL-H0
CH750-100-S-G4-DL-H0
CH750-120-S-G4-DL-H0
CH750-140-S-G4-DL-H0
CH750-160-S-G4-DL-H0
CH750-180-S-G4-DL-H0
CH750-200-S-G4-DL-H0
CH1500-3-S-G4-DL-H0
CH1500-5-S-G4-DL-H0
CH1500-10-S-G4-DL-H0
CH1500-15-S-G4-DL-H0
CH1500-20-S-G4-DL-H0
CH1500-25-S-G4-DL-H0
CH1500-30-S-G4-DL-H0
CH1500-40-S-G4-DL-H0
CH1500-45-S-G4-DL-H0
CH1500-50-S-G4-DL-H0
CH1500-60-S-G4-DL-H0
CH1500-70-S-G4-DL-H0
CH1500-80-S-G4-DL-H0
CH1500-90-S-G4-DL-H0
CH1500-100-S-G4-DL-H0
CH1500-120-S-G4-DL-H0
CH1500-140-S-G4-DL-H0
CH1500-160-S-G4-DL-H0
CH1500-180-S-G4-DL-H0
CH1500-200-S-G4-DL-H0
CH2200-3-S-G4-DL-H0
CH2200-5-S-G4-DL-H0
CH2200-10-S-G4-DL-H0
CH2200-15-S-G4-DL-H0
CH2200-20-S-G4-DL-H0
CH2200-25-S-G4-DL-H0
CH2200-30-S-G4-DL-H0
CH2200-40-S-G4-DL-H0
CH2200-45-S-G4-DL-H0
CH2200-50-S-G4-DL-H0
CH2200-60-S-G4-DL-H0
CH2200-70-S-G4-DL-H0
CH2200-80-S-G4-DL-H0
CH2200-90-S-G4-DL-H0
CH2200-100-S-G4-DL-H0
CH2200-120-S-G4-DL-H0
CH2200-140-S-G4-DL-H0
CH2200-160-S-G4-DL-H0
CH2200-180-S-G4-DL-H0
CH2200-200-S-G4-DL-H0





