雪山镇PF080L2-50-19-70攻丝机
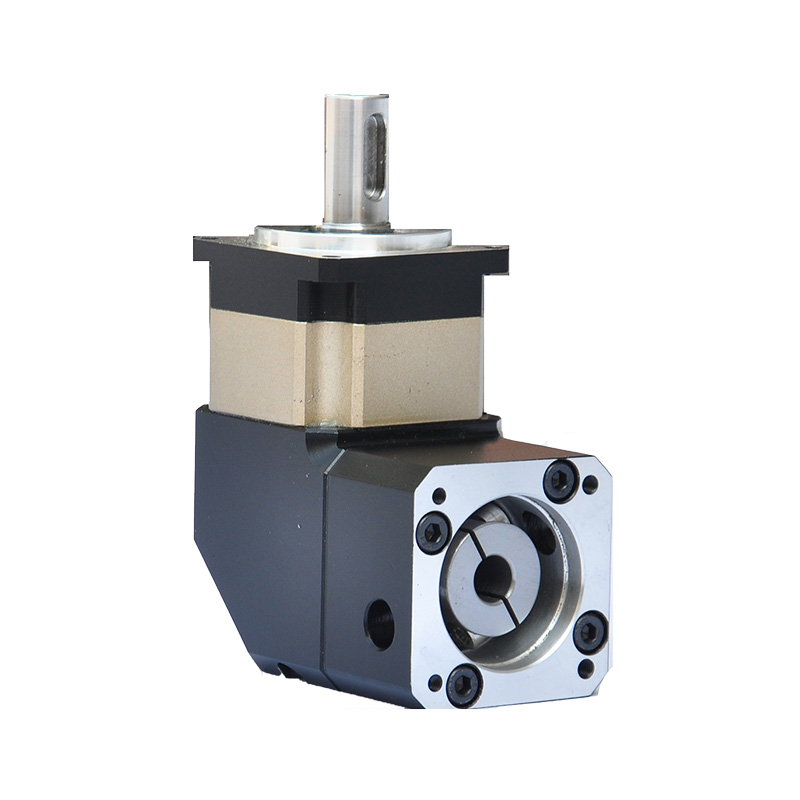
EAMON/伊明牌FGR/FGAR系列
简 介:FGR为直角型(输出端螺纹孔安装)/FGAR为同轴型(输出端法兰安装)
性能特点:
1.低噪音:低于65dB。
2.低背隙:单级可达1弧分以内,双级可达3弧分以内。
3.率:单级可在95%以上,双级可在92%以上。
4.高输入转速:可达8000RPM.
5.高扭矩:比一般标准的行星减速机扭矩高。
6.高稳定性:采用高强度合金钢材,整颗齿轮经硬化处理,非只有表面硬化,确保使用寿命及长期使用仍保持初始的精密度。
7.高减速比:采用模组化设计,行星齿轮箱可互相连接,速比可达1/200以上。
应用领域:主要应用在汽车制造、自动化设备、纺织印刷、数控机床、机床改造、机器人、激光切割、包装机械、仓储物流等行业。
技术参数:
rotio/減速比:i=3:1~200:1。
output torque/输出转矩:up to 650N.m。
frame size/机座型号:
FGR 060 / 090 / 120 / 160
FGAR 060 / 090 / 120 / 160
雪山镇PF080L2-50-19-70攻丝机
熟悉开发环境的开发流程后,就可按照引导教材或者用户手册,逐一了解单片机的各功能模块的特性并完成对应的功能模块的实验操作。逐个模块熟悉下来,基本上一款单片机即可学会使用。这样一个流程下来,能够掌握单片机的基本操作。希望熟练掌握则需要进一步通过完成更为复杂的实验或者项目来锻炼。前面的介绍中也强调了实验的重要性,实际上大多数学习单片机的初学者都会陷入一个误区,过度的重视实验,把绝大部分精力放在调试上,却忽视了单片机使用原理的学习。

雪山镇PF080L2-50-19-70攻丝机
HF060 -L1 -3 4 5 7 10 -S2-P2
HF060 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF080 -L1 -3 4 5 7 10 -S2-P2
HF080 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF090 -L1 -3 4 5 7 10 -S2-P2
HF090 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF120 -L1 -3 4 5 7 10 -S2-P2
HF120 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF160 -L1 -3 4 5 7 10 -S2-P2
HF160 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF115 -L1 -3 4 5 7 10 -S2-P2
HF115 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF142 -L1 -3 4 5 7 10 -S2-P2
HF142 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF60 -L1 -3 4 5 7 10 -S2-P2
HF60 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF80 -L1 -3 4 5 7 10 -S2-P2
HF80 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2
HF90 -L1 -3 4 5 7 10 -S2-P2
HF90 -L2 -12 15 16 25 30 35 40 32 50 70 100 28 -S2-P2

最后,将屏幕上显示的偏离数据输入到偏置数据参数中,刀具将自动调整位置,使刀具在基准点位置上,如此可以有序的进行数控加工。2基准刀的方式利用基准刀的方式来进行刀具偏置数据测量及输入的具体步骤是:首先,同样是选定基准刀,将其沿X轴方向退出,此时将计算机屏幕上会显示Z轴的坐标值,将其记录下来。然后将车外圈一端沿Y轴退出的刀所显示的值记录下来。其次,将基准刀设置在Z轴坐标值和Y轴坐标值处,对系统中的XY坐标进行清除。
雪山镇PF080L2-50-19-70攻丝机






