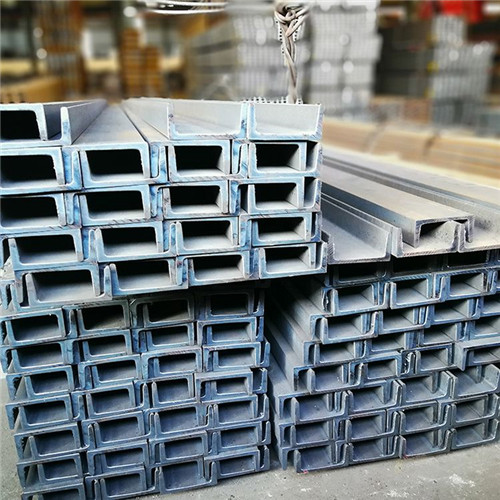
专业从事生产加工槽钢,厂家直销,可按需定制槽钢价格便宜。
黔南福泉低合金槽钢DN200管件球墨铸铁管
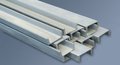
剪刃设计原因槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;
酸洗方法是正式检验报告的准确方法。但是,切片时要注意上下部分的公平选择,以获得准确的数字。但是,它也有缺点,如很多时候,复杂的面积不容易找到,太大的碎片不能浸泡。因此,充分利用厚度计来控制现场过程,并使用酸洗方法进行终检查足够了。

黔南福泉低合金槽钢DN200管件球墨铸铁管
即在热轧或冷轧钢板进入热浸镀锌工作线之前,首先在底部退火炉或钟罩退火中进行再结晶退火炉,使镀锌线没有退火过程。在钢板的热浸镀锌之前,必须粘附到没有氧化物和其它杂质的清洁的纯铁活性外观上。
根据形状,槽钢可分为四种类型:冷弯等边槽钢,冷弯不等边槽钢,冷弯内弯槽钢和冷弯外轧槽钢。根据钢结构理论,应该是通道翼的力,即通道应该站立,而不是下蹲。
二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
实际报价以当日致电咨询为准!!!