PA6原料颗粒1040A 标准级 pa6

东莞市瑞佳湖塑料有限公司
中国 东莞
产品属性
图文详情
品牌推荐
品牌/厂家
其他
牌号
1040A
产地
荷兰
类型
正牌料
用途级别
注射级
熔体流动速率
欢迎来电g/10min
密度
欢迎来电g/cm3
拉伸强度
欢迎来电kg/cm2
弯曲强度
欢迎来电kg/cm2
弯曲模量
参见物表kg/cm2
缺口冲击强度
参见物表kg.cm/cm
断裂伸长率
参见物表%
成型收缩率
参见物表%
洛氏硬度
详见参数HR
热变形温度
详见参数℃
维卡软化点
详见参数°F
阻燃等级
详见参数
吸水率
9.5%
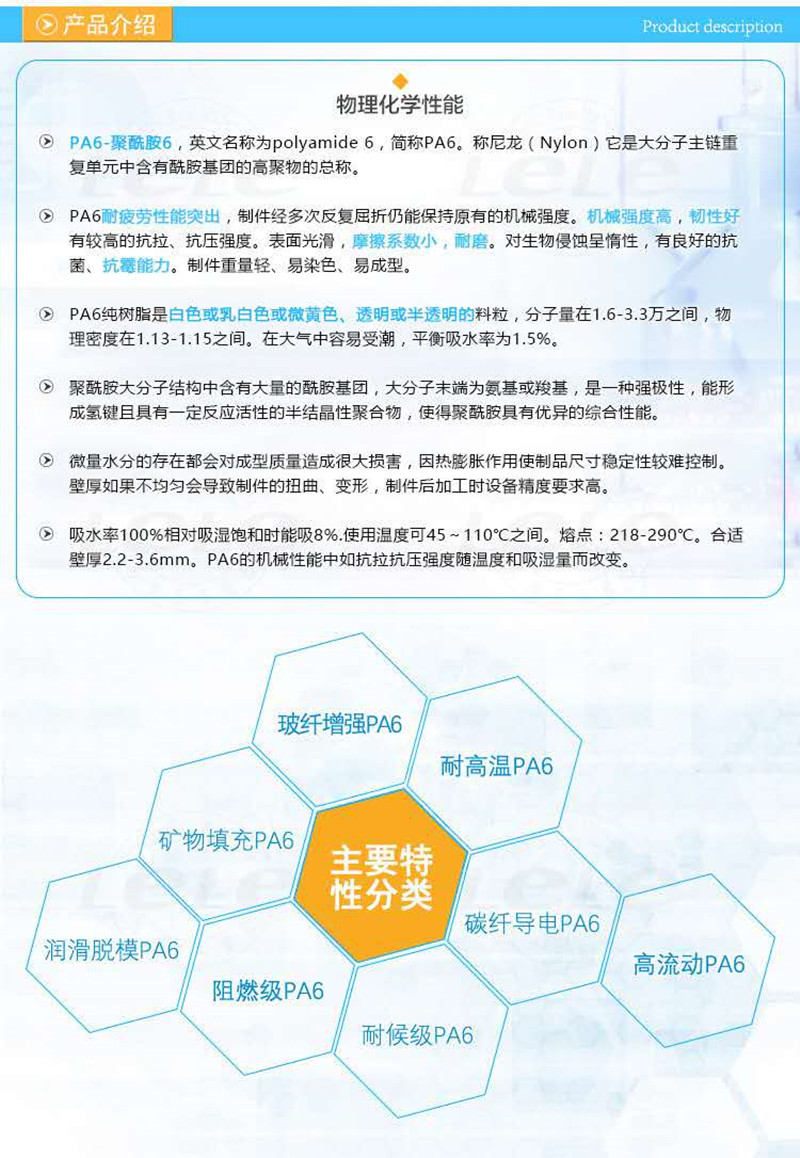
高粘度
纯树脂
玻纤增强
高刚性
高强度
高耐热
PTFE润滑
矿物填料
耐油性
抗疲劳