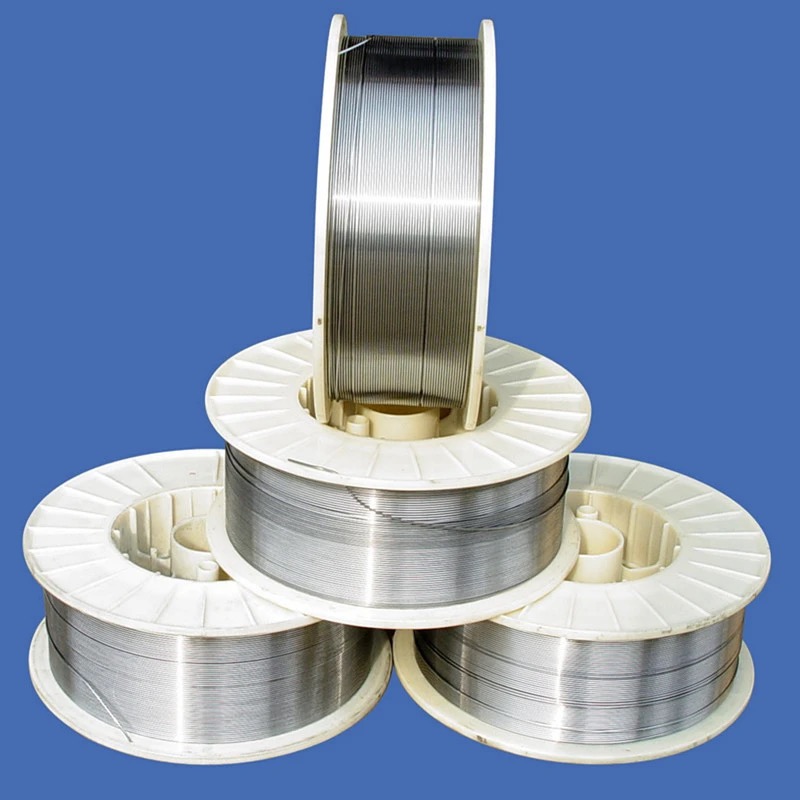
YC-ZG100钻杆耐磨药芯焊丝
1.特点:该焊丝属于金属粉型药芯焊丝,采用CO2气体保护时,熔滴为颗粒过渡,飞溅小,成型好。采用Cr-Mn-Mo合金系,堆焊硬度均匀稳定具有以下特点:
(1)钻杆耐磨带上没有龟裂。
(2)石油钻杆耐磨带堆焊层硬度一般HRC57-62之间。
(3)石油钻井过程中,钻杆接头和套管同时得到保护。
(4)兼容其他石油钻杆耐磨带焊丝,如铸桥100XT 等品牌药芯焊丝,也可在已堆焊其他耐磨带焊丝的石油钻杆上重新补焊。
(5)可用于新、旧不同尺寸的钻杆。
(6)适用于钻杆、加重钻杆、钻铤、扶正器、减震器,以及其他各种井下工具。
2.堆焊层金属的主要成份(%):
| C | Si | Mn | Cr | 其它元素 |
一般值 | ≤1.0 | ≤1.5 | ≤1.5 | 5.0-8.0 | ≤3 |
3.单层硬度:(堆焊一层,焊缝高度在3mm以上) 堆焊硬度HRC :≥57
4.焊接规范 :
焊丝直径(mm) | 焊接电流(A) | 焊接电压(V) | 气体流量(L/min) |
φ1.6 | 200-300 | 20-30 | 15-25 |
推荐使用规范为电压:29V;电流:250A
5.包装方式:
采用真空铝塑包装。供货规格:15公斤/盘;25公斤/盘等规格。
D7106布料溜槽用耐磨焊条
D7106耐磨焊条供货规格:3.2mm 4.0mm 5.0mm 堆焊层硬度:HRC≥70。
说明:炼铁、钢布料溜槽是烧结机烧结料供给高炉上料的过度溜,这种溜槽被烧结料冲刷后磨损非常严重,更换频繁。布料溜槽工作温度一般在650-850℃,受高温和烧结矿冲磨影响,磨损十分严重,根据这样的情况,采用HX101A耐磨焊丝在布料溜槽表面层堆焊一层硬质合金的方法对其进行修复。经过研究和多长试验,使得更换溜槽次数减少为原来的一半,取得了很好的效益。堆焊层硬度:HRC≥70
D7106耐磨焊条堆焊溜槽工艺:
1、清除溜槽表面的油、水、锈、杂物。
2、堆焊后要保温冷却至室温。
3、对壁厚的溜槽原来使用寿命为3~5月,堆焊后使用寿命可达12~18个月。
ZD1996-O不锈钢焊丝
(化学成分%)C Si Mn Cr Ni 其他
≤1.0 ≤2.0 5. 5.0 1.0-2.0 18.0-22.0 8.0-10.0 ≤5
熔敷金属为19%Cr-9%Ni不锈钢
,具有较高的强度和韧性,堆焊层抗裂性能优良,焊接工艺性能良好。
YD246 耐磨堆焊药芯焊丝
说明:YD246是低氢钾型药芯的堆焊焊丝。
用途:用于堆焊常温及腐蚀条件下,带有魔粒磨损的冲击载荷条件下的零件,如矿山、工程、农业、制砖、水泥、水力等机械的易磨损件。
堆焊金属化学成分(%)
C | Mn | Si | Cr | B | S | P |
≤1.0 | ≤8.0 | 1.5~3.0 | 6.5~8.5 | 0.5~0.9 | ≤0.03 | ≤0.03 |
堆焊层硬度HRC≥50
YD237耐磨堆焊药芯焊丝
说明:YD237是低氢钠型药芯的铬钼钒型堆焊焊丝。
用途:用于堆焊受泥沙磨损和气蚀破坏的水利机械、挖泥斗矿山机械零件等。
堆焊金属化学成分(%)
C | Cr | Mo | V | 其他元素总量 |
0.3~0.6 | 8.0~10.0 | ≤3 | 0.5~1.0 | ≤4 |
堆焊层硬度HRC≥50
YD227耐磨堆焊药芯焊丝
说明:YD227低氢钠型药芯的铬钼钒型堆焊焊丝,堆焊层为马氏体基体加入一定数量的高硬度碳化物,抗磨粒磨损性能较高,堆焊金属具有良好的抗裂性能。堆焊层加工切削比较困难,必要时可经约860℃等温退火软化。
用途:可用于承受一定量冲击载荷的耐磨件表面堆焊,如掘进机盘形滚刀的受磨表面。
堆焊金属化学成分(%)
C | Cr | Mo | V |
0.45~0.65 | 4.0~5.0 | 2.0~3.0 | 4.0~5.0 |
堆焊层硬度HRC≥55