待故障排除之后在重新起车焊接。GJL3000型钢筋笼成型机主机是采用传动原理---即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线材平行于主机匀速行进,产生螺旋状绕筋,中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全。

工作原理:
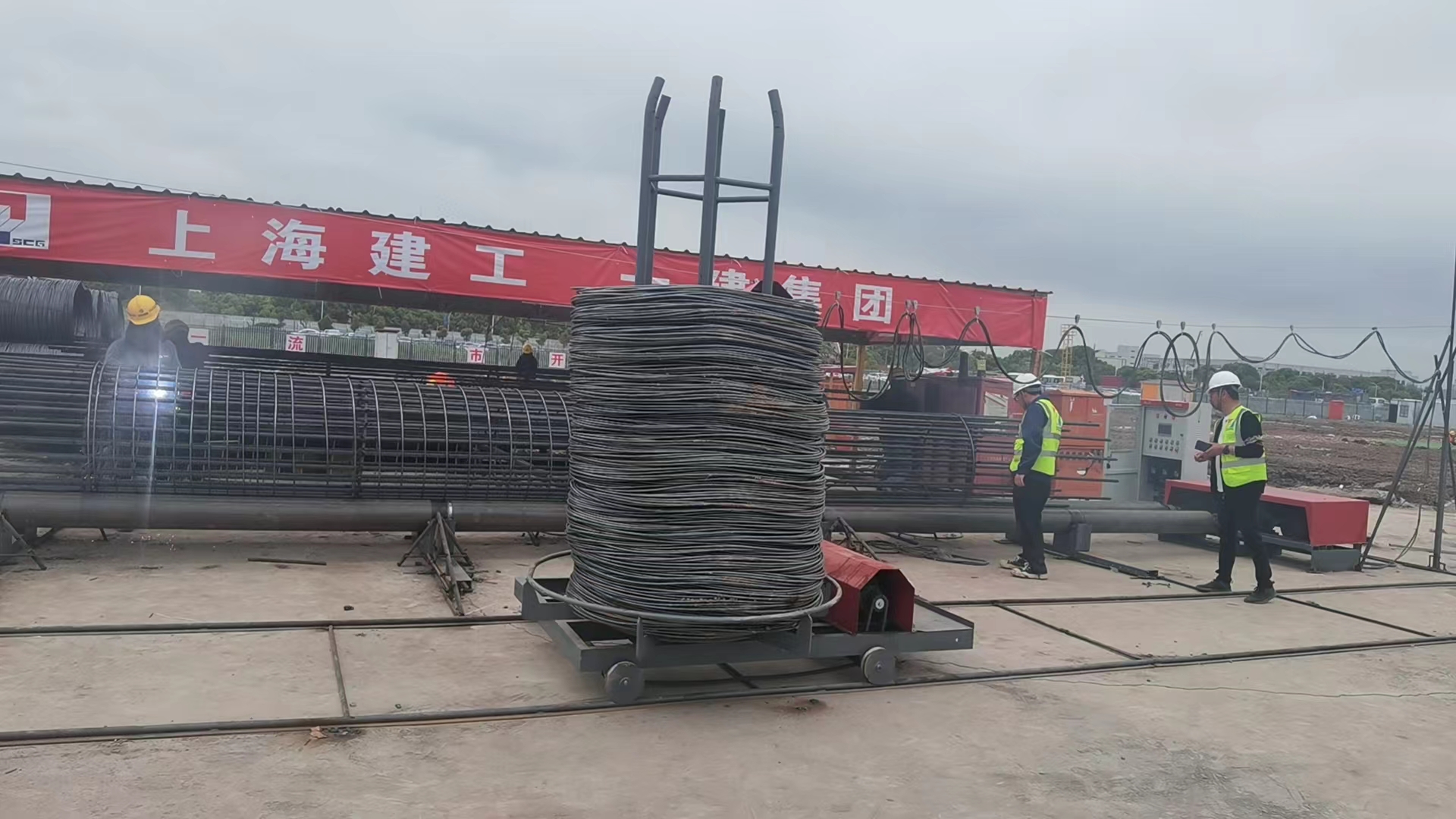
2、在各类建筑施工中,钢筋加工是一个重要的环节,尤其在桥梁施工中,钢筋笼的加工是基础建设的重要环节。
3、剩余人员焊接主筋和加强圈。比的人工生产可节省3—5个工人。每天节省人工工资1000元左右。

介绍:
1、
2、钢筋笼绕筋机特点:钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。
3、钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
、3、钢筋笼绕筋机节约施工成本。使用钢筋笼绕筋机生产钢筋笼只需要3到4个工人。一人操作设备进行钢筋笼绕筋的焊接,
5、(1)先要检查数控装置中各个风扇是否正常运转,否则会影响到数控装置的散热问题。

总的来说:
1、 钢筋笼绕筋机的主要优缺点:
2、
3、1:主筋上料→盘筋上料→主筋穿丝并加紧→盘筋穿丝并缠绕固定→焊接成型→钢筋笼与盘分离→卸笼,降下液压支撑→盘复位、下一个循环→加内箍筋