1.钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。7.根据需要,可定制有“双主筋””或“对焊”主筋的钢筋笼设备。

工作原理:
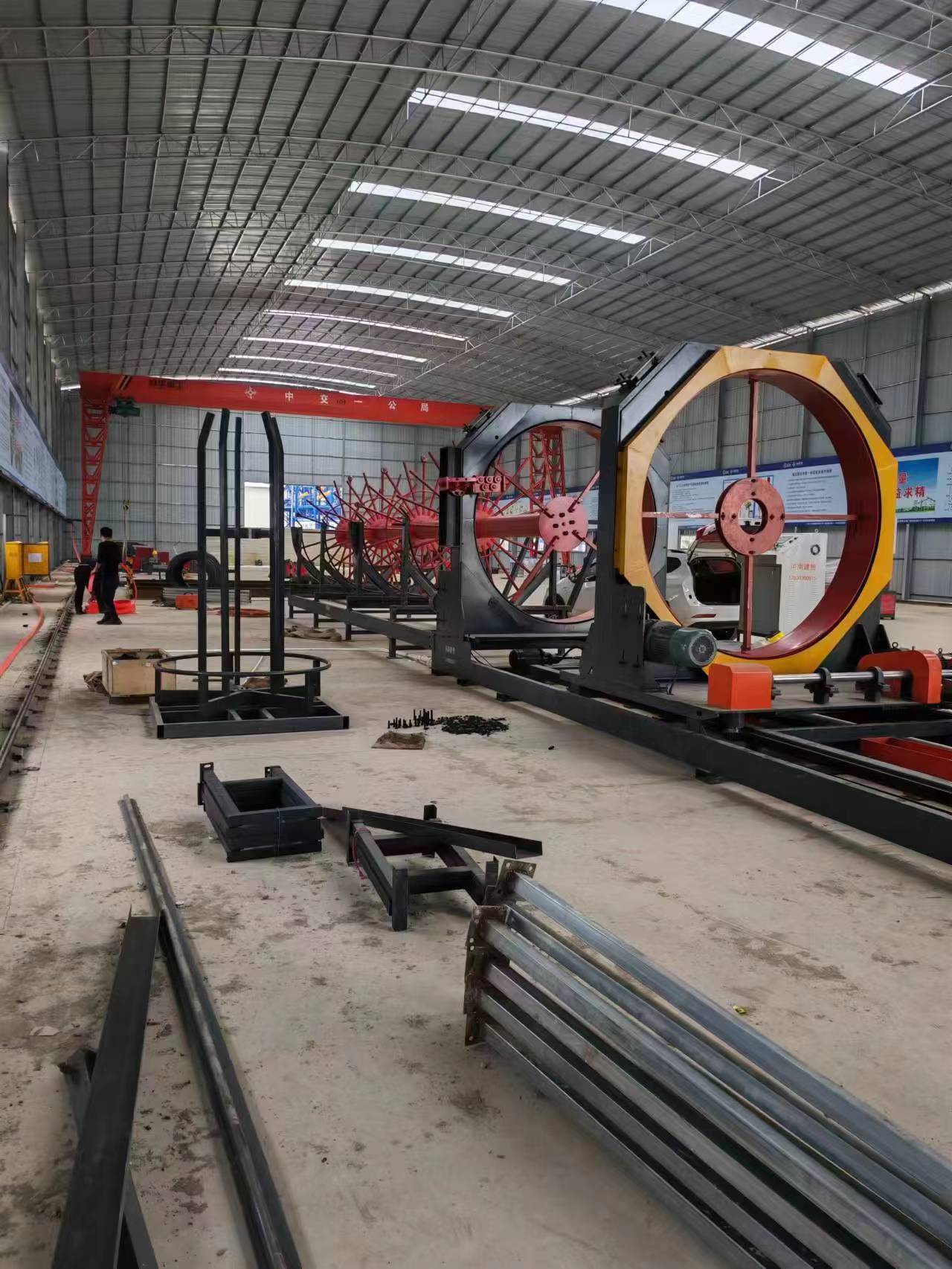
2、四。钢筋笼滚焊机优点:加工可靠:由于采用的是数控机械化作业,能够化制作钢筋笼,间距均匀,精度高;机械,盘筋与主筋缠绕紧密;边成型边加内加强筋,确保钢筋笼同心度。加工速度快:正常情况下备料及滚焊部分3人一班,分二班作业,6个人可以加工出20多个12米长成品的钢筋笼,工作效率非常高(全自动钢筋笼焊机,钢笼气保焊无需人工,由设备自动完成)。自动化程度高:主筋由气缸固定,自动焊设备还可以实现气保焊的自动化完成,加大工作效率、工人劳动强度。
3、钢筋笼绕筋机通过两个钢筋场对比情况,人工绕筋一节12米的笼子需要4人3个小时以上的工作量;而通过使用绕筋机,只需要 安排一个机器操作手,一个电焊工人,从到结束只需要40分钟到1个小时的时间能快速地完成一节笼子的绕筋。

介绍:
1、2、钢筋笼绕筋机自动化程度高。采用计算机控制、屏进行操作,速度、行走速度均为无级可调,加配自动焊接手,可实现自动焊接。2.焊接速度快。采用自动焊接手,1-2秒即可焊接一个焊点。相对人工,加工效率3至4倍。3.。焊点可靠,主筋分布精度高,一致性好,箍筋间距均匀,为钢筋笼后续的快速对接提供了基础。4.劳动强度低。只需2-3人即可完成设备整体操作,在生产大直径钢筋笼时优势尤为显著。5.操作简单。工人通过简单培训即可上岗。6.适应能力强。适用于主筋直径12mm-50mm钢筋笼的焊接,在焊接中箍盘间距可自动。
3、钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。2、压平滚焊时的搭接量比一般滚焊时要小得多,约为板厚的1~1.5倍,焊接的同时压平接头,焊后的接头厚度为板厚的1.2~1.5倍。通常采用圆柱形面得滚轮,其宽度应全部覆盖接头的搭接部分,焊接时要使用较大的焊接压力和连续的电流。3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
、全自动数控钢筋笼缠绕机的油泵压力不足的分析1、带动油泵的电动机的转向反了。整改措施是调换一下电动机三相电源线中的任意两个相位。2、油箱内的油液位过低。是添加液压油到油泵能抽到的位置以上。3、阀坏了或者的压力偏低。措施是更换新的的阀,湖综合调压阀的大小。4、由于磨损原因,造成油泵和电机之间的联轴器不起效了。修改是更换失效的联轴器。5、数控钢筋笼自动绕筋机的电磁换向阀卡死了。修复换向阀,或者更换新的换向阀。6、油缸的密封圈出现了问题,这种情况一般是直接更换新的密封圈.
5、 钢筋笼绕筋机的主要优缺点:

总的来说:
1、7、钢筋笼绕筋机价格较低,目前市面上的价格在5-7W左右,比钢筋笼滚焊机的17-30W的价格更加适合私人老板购买使用。
2、自制钢筋笼缠绕机/全自动数控钢筋笼缠绕机速度比
3、二。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。在维修或设备(包括调节行程开关及接近开关位置)应将设备的所有电源全 部切断,方可进行调节或维修,严禁在设备带电状态下进行。3 设备通电启动前必须确保所有人员应远离设备(包括环筋的供筋,不得 跨越,以免发生危险)