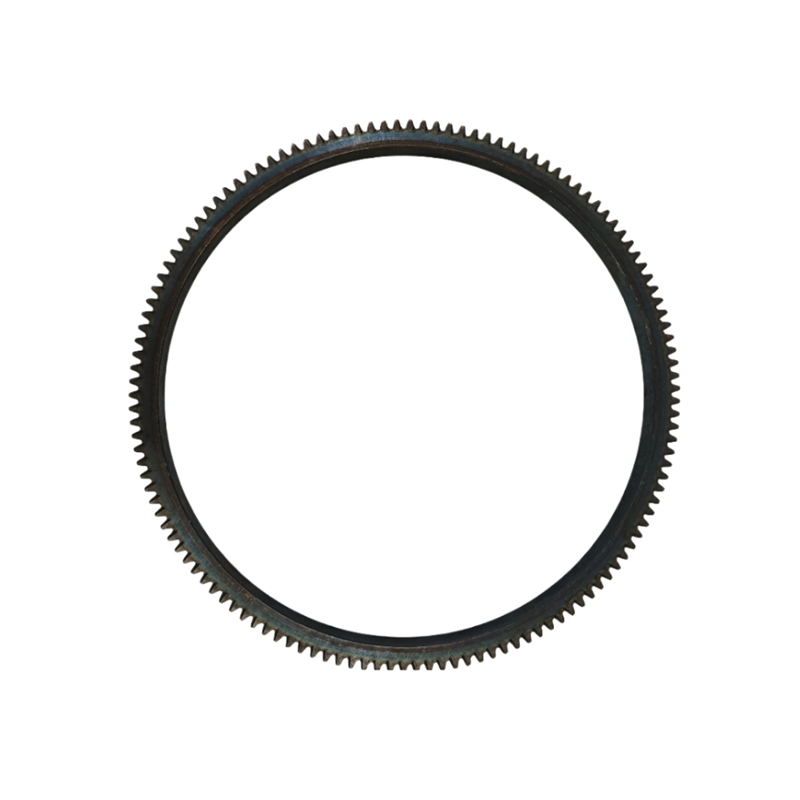
叉车飞轮齿圈打齿原因分析如下,起动钥匙开关给起动机通电,起动机驱动齿轮与飞轮齿圈产生撞击或因齿面啮合不良,造成打坏齿圈。如果起动机电源接通过早,会造成起动机齿轮与飞轮齿圈撞击。飞轮齿圈齿单面磨损时,可将齿圈压下后重新压装反面再使用;更换齿圈加热温度后进行需要根据现场作业条件,或者具备加热作业和温控满足不超过400摄氏度的情况下进行过盈配合压装作业,过高的温度将会降低齿圈和飞轮的耐磨性以及变形,影响后续的正常使用,市场上流通的飞轮在制造加工过程中,材质以及加工工艺无法达到配套的技术标准,
仿制仿造甚至没有加工图纸,整体的平衡性不达标,飞轮端面轴向圆跳动或圆周径向跳动量过大,摩擦不均匀,飞轮旋转过程由于离合器在分离和结合的瞬时与飞轮平面存在转速差,产生相对滑动,飞轮工作表面产生磨损。飞轮安装到曲轴需要相对曲轴主轴中心线的端面跳动量加速曲柄连杆机构磨损。飞轮持续承受扭矩和伴有冲击载荷存在磨损于变形,飞轮齿圈齿面与起动机驱动齿轮的频繁撞击,滑移摩擦,导致齿圈齿轮产生磨损裂损。因为飞轮始终单向旋转的设计,飞轮齿圈的磨损发生在与旋转方向相反的一面。部分飞轮加工中小企业生产设备落后和生产制造技术不规范,工序不合理,精度公差不合格,飞轮旋转稳定性是关键技术指标.
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。