构件表面的除锈和除锈等级应符合下表的规定。表2除锈和除锈等级等级处理处理手段和达到要求Sa1抛射喷(抛)棱角砂、铁丸、断丝和混合磨料。轻度除锈只除去疏松轧制氧化皮、锈和附着物。Sa2彻底除锈轧制氧化皮、锈和附着物几乎都被除去,至少有2/3面积无任何可见残留物。
钢材表面的锈蚀度和清洁度可按《涂装前钢材表面被腐蚀等级和除锈等级》GB。钢材表面的锈蚀度:系指轧制钢板表面被腐蚀的程度,分A、B、C、D四个等级,D级不得使用。表1钢材表面的锈蚀度钢材表面完全被紧密的轧制氧化皮覆盖,几乎没有腐蚀。B级钢材表面已开始发生腐蚀,部分轧制氧化皮已经剥落。C级钢材表面已大量生锈,轧制氧化皮已因锈蚀而剥落,并有少量点蚀。D级钢材表面已全部生锈,轧制氧化皮已全部脱落,并普遍发生点蚀。钢材表面的清洁度,系指通过机械、手工、火焰等,去除钢材表面锈、脏物和表面附着物程度。
如有需求,请致电咨询!
联系人:马经理
联系方式:点击查看手机,同V

一、化学成分:除锈剂的主要成分包括盐酸、硫酸等酸类,还可能含有有机酸如柠檬酸、酒石酸等,以及从可降解材料中提炼出的甘油等。这些成分共同决定了除锈剂的除锈效果和安全性。氧化性和腐蚀性:除锈剂的氧化性和腐蚀性是其重要的性能指标。氧化性过强可能导致火灾和爆炸,而腐蚀性过强则可能损伤金属表面。因此,在选择和使用除锈剂时,需要特别注意这些参数。不同品牌和类型的除锈剂参数可能会有所不同。在选择除锈剂时,建议参考产品说明书或咨询专业人士,以确保选择到适合具体应用场景的除锈剂。同时,在使用除锈剂时,应严格遵守安全操作规程,确保人员和环境的安全。
二、环保处理:使用后的发黑剂应按照环保要求进行妥善处理,避免对环境造成污染。
三、金属清洗抛光剂广泛应用于汽车制造、航空航天、机械制造、五金加工等多个领域。在汽车制造中,它用于清洗和抛光车身部件;在机械制造中,它用于处理机床导轨、齿轮等部件的表面;在五金加工中,它用于去除金属表面的划痕和氧化层等。


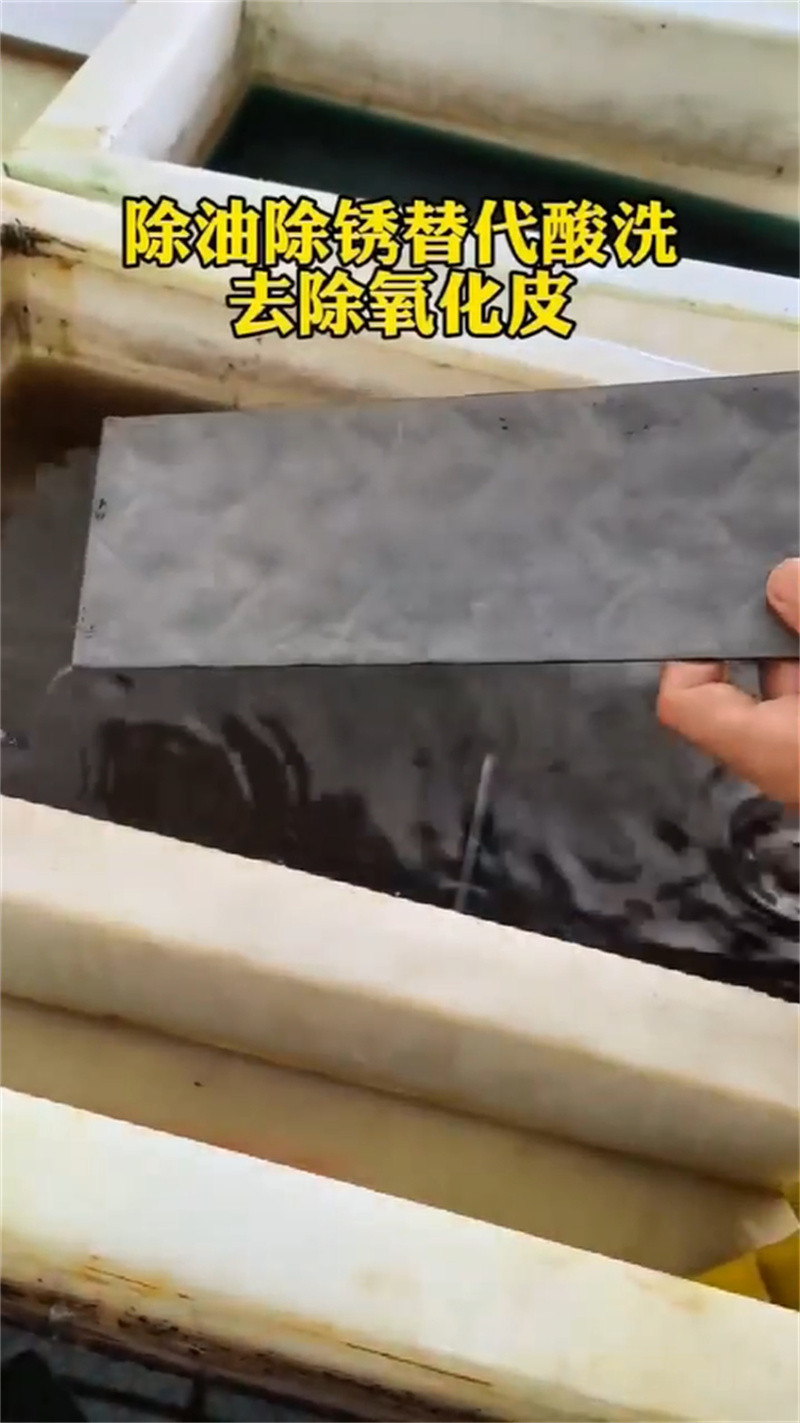
包浇、埋入混凝土部位均不涂刷油漆。除锈剂的使用|除锈剂除锈后如何清理金属除锈剂,与机械除锈的原理不同,是化学除锈的一种。但它与酸洗除锈工艺相比,具有环保、无酸雾等特质,除锈中,除锈剂对金属基体不发生过腐蚀现象。在工业上,一般根据处理对象的不同,通常分为浸泡除锈、刷涂除锈、喷雾除锈等。除锈剂的使用1、浸泡除锈根据金属锈蚀的程度,将除锈剂原液按照说明书上的比例,使用纯水稀释,配置成槽液。将锈蚀的金属在槽液中浸泡1-10分钟,待锈蚀完全溶解之后取出,用清水洗净。注意槽子材质选择塑料、橡胶。刷涂除锈一般情况下,用刷子、干布蘸上除锈剂的稀释液或者原液,均匀涂抹于腐蚀金属表面,静置1-5分钟,后,擦洗、干燥。适用于除锈对象面积/体积较大或者局部除锈。3、喷雾除锈当浸泡、喷涂都比较受限时,可以采用喷雾。
电动除锈1表面处理前,金属结构、管道及设备的加工制作,必须符合施工图及设计文件的要求。并应达到下列要求:需防腐的金属表面,不得有伤痕、气孔、夹杂、重叠皮、严重腐蚀点;加工表面必须平整,表面局部凹凸不得超过2mm。金属表面的锐角、棱角、毛边、铸造残留物,必须彻底清理,表面应光滑平整,圆弧。表面处理的要求:除锈前,表面应无油渍、铁锈和其它污物。待涂件焊缝表面应光顺、无焊渣、物等,咬边、气孔应补焊并打磨圆顺。施工中发现的结构缺陷应报业主评估。除锈施工:本工程表面处理主要采用手工和动力工具除锈。
欢迎咨询洽谈!!合作共赢!!



