济南九工机电,振动消除焊接残余应力设备厂家
九工仪器-国内振动时效设备-应力消除仪器、时效处理机-顶尖制造厂家!
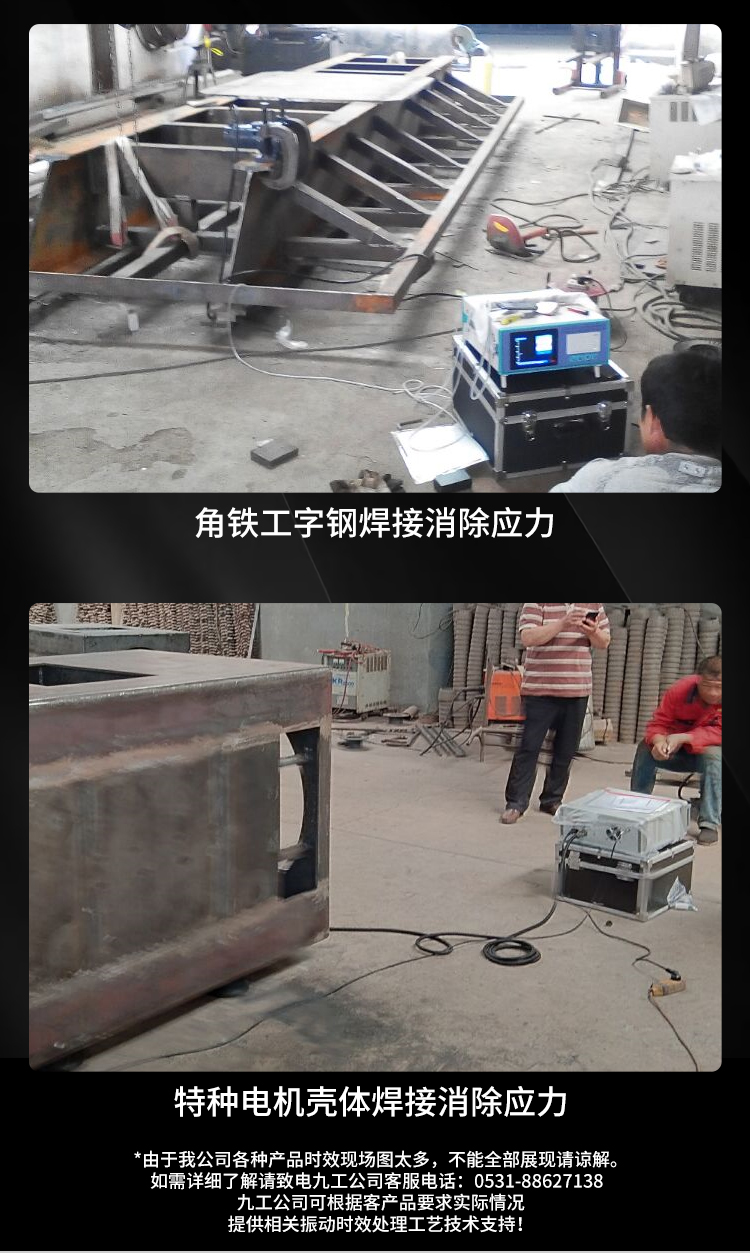
振动处理技术又称做振动消除应力,在我国又称做振动时效。它是将一个具有偏心重块的电机系统(称做激振器)安放在构件上,并将构件用橡皮垫等弹性物体支承,通过控制器起动电机并调节其转速,使构件处于共振状态。约经20~30分钟的振动处理即可达到调整残余应力的目的。
振动测试系统和应变(或应力)测试系统,是在做振动时效工艺时,用来测幅频特性曲线、监测动应力幅值及其变化的。
可见,用振动调整残余应力技术是十分简单和可行的。
二、振动时效工艺特点
振动时效之所以能够部分地取代热时效,是由于该项技术具有一些明显的特点。
1.机械性能显著提高
经过振动处理的构件其残余应力可以被消除20%~80%左右,高拉应力区消除的比低应力区大。因此可以提高使用强度和疲劳寿命,降低应力腐蚀。
可以防止或减少由于热处理、焊接等工艺过程造成的微观裂纹的发生。
可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。
2.适用性强
由于设备简单易于搬动,因此可以在任何场地上进行现场处理。它不受构件大小和材料的限制,从几十公斤到几百吨的构件都可使用振动时效技术。特别是对一些大型构件无法使用热时效处理时,振动时效就具有更加突出的优越性。
阳江振动时效仪,阳江振动时效设备
3.节省时间、能源和费用
振动时效只需30分钟即可进行下道工序。而热时效至少需一至二天以上,且需大量的煤油、电等能源。因此,相对于热时效来说,振动时效可节省能源90%以上,可节省费用90%以上,特别是可以节省建造大型焖火窑的巨大投资。
三、振动时效工艺的发展及应用
用振动的方法消除金属构件的残余应力技术,于1900年在美国就取得了利。但由于人们长期使用热时效,加上当时对振动消除应力的机理还不十分明确,且高速电机尚未出现造成设备沉重、调节不便,因此该项技术一直未得到发展和应用。
据统计,目前世界上正在使用的振动时效约有一万台以上。美国采用振动时效工艺的有700多个公司,苏联和东欧一些国家也在大量使用,都取得了明显的经济效益。许多国家都已将振动时效定为某些机械构件必须采用的标准工艺。在英国几乎没有一家公司不使用该项技术的。
振动处理在国外的应用范围比较广,被处理构件的类型也比较多。例如:
1.北京一机床公司生产大型精密机床,其床身与立柱要求精度为0.01mm/2m。过去采用热时效其精度保持性较差,后来改用振动时效,满足了精度要求,因此现在已将振动时效定为该项产品的标准工艺。
2.上海生产的铝合金铸造精密泵体,其尺寸为275×300×150mm,也是用振动时效来保证其精度的。
3.深圳的工程公司,用振动时效来消除8吨重的焊接结构齿轮的内应力,用以减少焊接裂纹。
4.广州的电子专业公司,用该项技术处理4吨重的锻件毛坯。该公司规定锻件进行三次振动处理:
(1)毛坯(2)粗加工后(3)精加工后。三次处理后即保证了锻件的稳定性。
振动消除应力实际上就是用周期的动应力与残余应力叠加,使局部产生塑性变形而释放应力。这里,残余应力是作为平均应力提高周期应力水平而起作用的。
振 动处理是对构件施加一交变应力,如果交变应力幅与构件上某些点所存在的残余应力之和达到材料的屈服极限时,这些点将产生塑性变形。如果这种循环应力使某些 点产生晶格滑移,尽管宏观上没有达到屈服极限,也同样会产生微观的塑性变形,况且这些塑性变形往往是首先发生在残余应力最大的点上,因此,使这些点受约束 的变形得以释放从而降低了残余应力。这就是用振动时效可以消除残余应力的机理。
振动消除应力是在交变应力达到一定周次后实现的,这就是包辛格效应作用的结果。