金属表面的锐角、棱角、毛边、铸造残留物,必须彻底清理,表面应光滑平整,圆弧。表面处理的要求1)除锈前,表面应无油渍、铁锈和其它污物。待涂件焊缝表面应光顺、无焊渣、物等,咬边、气孔应补焊并打磨圆顺。锐边、锐角处应圆滑过渡,钢材缺陷应采用适当修复。施工中发现的结构缺陷应报业主评估。如果从结构上不能接受,应按规定进行适当的修复;如果对涂装工作有影响,承包商应修磨或按业主指示进行修补,修补处应重新除锈。
涂装前构件表面处理情况和涂装工作每一个工序完成后,都需要检查,并作出工作记录:涂件周围工作温度、相对湿度、表面洁度、各层刷(喷)遍数、涂料种类、配置、湿/干膜厚度等。记录表格见附表一。15.目测涂装应均匀、细致,无明显色差,无流挂、失光、起皱、、气泡、裂纹、脱落、脏物粘附、漏涂等,附着必须良好(用划痕法或粘力计检查)。漆膜干透后,应用干膜测厚仪测出干膜厚度。做出记录,不合格规定者要补涂。测量取点:≥5点(每点三处,取其平均值)。所测点90%以上达到涂层厚度,小厚度值不小于值的70%。损伤涂膜应根据损伤的情况砂、磨、铲后重新按层涂刷,按原工艺要求修理。
如有需求,请致电咨询!
联系人:马经理
联系方式:点击查看手机,同V


一、涂料色泽应按设计要求,符合《漆膜颜色》GB色卡编号,必要时可作样板,封存对比。涂料调制应搅拌均匀,防止沉淀,影响色泽。当天使用的涂料应在当天配置。不得随意添加稀释剂。当粘度过大,不便涂(喷)刷时,可适量加入,但一次添加剂量不得超过5%。构件在以下情况中不进行涂装:构件需在工地焊接部位,应留出下列宽度(包含坡口部位)暂不涂装,钢板厚度TB<50mm5050mm-90mm7090mm100被连接板遮挡住的部位;距度螺栓孔50mm以内;现场埋入混凝土部分;底板的下底面;其它工艺中。
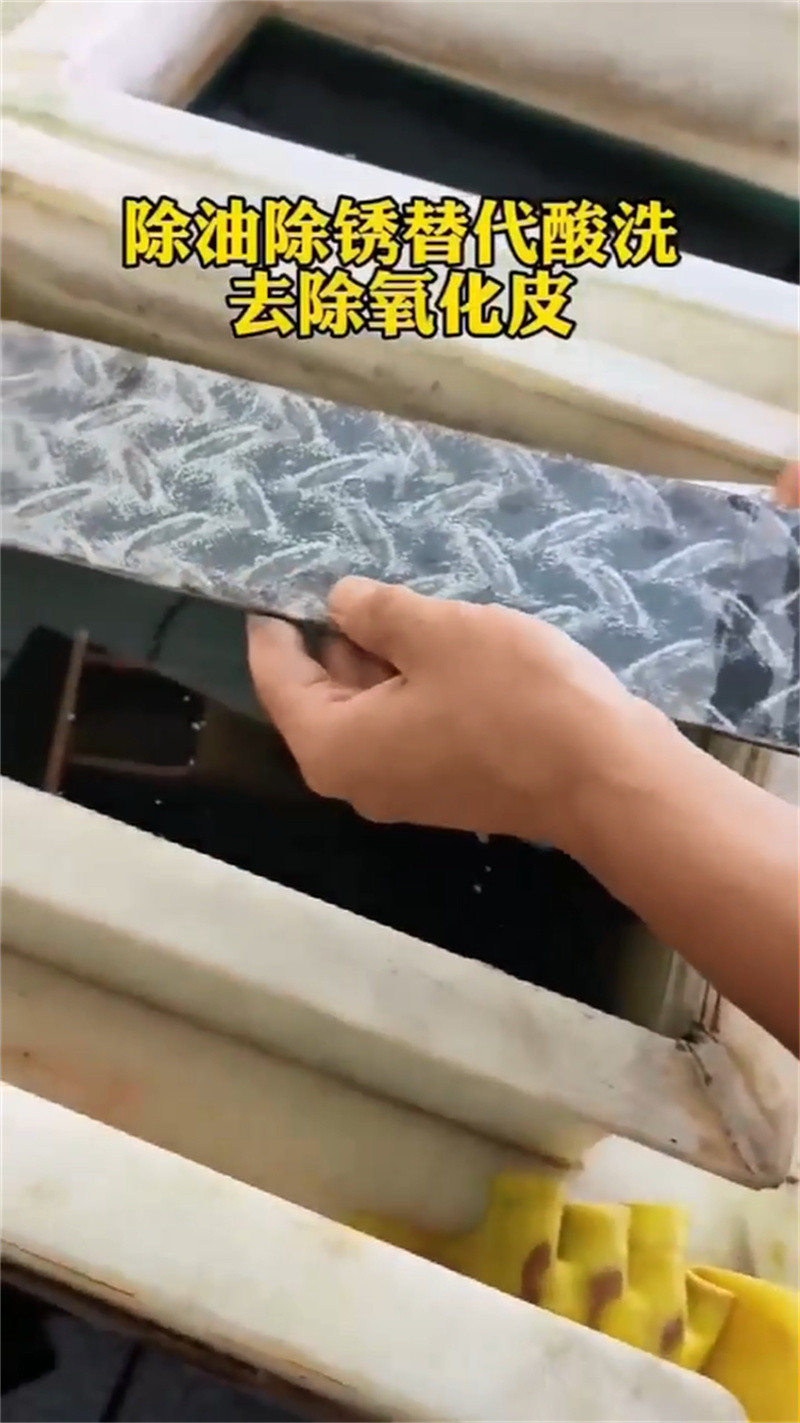
二、在使用除锈剂时,应确保工作环境通风良好,佩戴防护装备,如眼镜、手套等,以避免与皮肤或眼睛直接接触。同时,除锈剂应存放在阴凉、干燥、通风的地方,远离火源和热源,以防止其挥发或燃烧。
三、金属清洗抛光剂在金属表面处理和修复中具有重要作用。选择合适的清洗抛光剂和正确的使用方法可以确保金属表面的清洁度和光泽度达到要求。

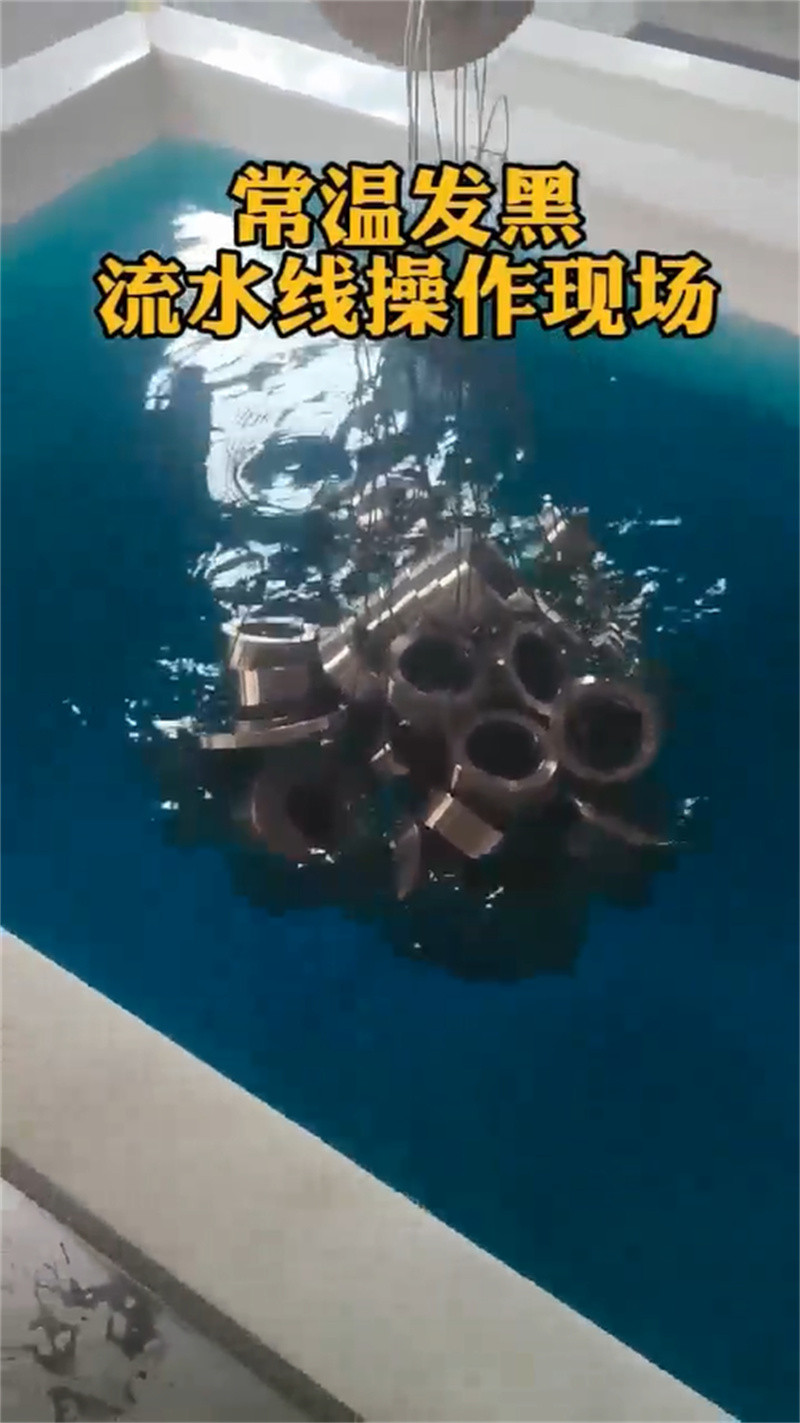
除锈剂的优点主要包括:快速高效:除锈剂可以快速有效地清除金属表面的锈迹,无需使用机械设备或加热等手段,大大节省了时间和人力成本。方便易用:除锈剂操作简便,只需涂抹在需要除锈的部位上,等待一定时间后擦拭或冲洗干净即可。安全环保:除锈剂通常不含有毒物质,对人体和环境无害。同时,许多除锈剂都是水溶性的,使用和处理起来相对方便和安全。防护作用:除锈剂可以在金属表面形成一层具有耐蚀性能的防护膜,提高金属的耐腐蚀性能,同时对于后续的油漆、混凝土作业等也有良好的促进作用。然而,除锈剂也存在一些缺点:适用范围有限:不同种类的金属锈蚀需要使用具有不同腐蚀性能的除锈剂,如果使用错误,可能会导致除锈效果不佳或金属表面损伤过度。环境影响:除锈剂在使用过程中会产生污染物,对周围环境产生一定影响。
操作人员一定要双手握住磨光机,防止磨光机在角棱及其他附件处弹起伤到。磨光片应来回直至金属面达到St3.0级.使其钢铁表面无油污、铁锈、无阴影条纹并金属本色。除锈工具采用φ100角磨机,铜丝碗形刷;所用电源导线必须是三芯电缆。电源插座应为橡胶外壳。使用砂轮机除锈施工时,施工人员要适宜。不得以免损坏机械,棱角部位除锈时,必须握牢角磨机,以防脱手伤人。施工人员必须戴上口罩、护目镜及其他劳保用品。不易打磨的部位,用、手锤、钢丝刷和砂布等除去浮锈;使用合金钢铲除锈时,铲与基体表面必须成10-20度夹角,一刀压一刀进行。
欢迎咨询洽谈!!合作共赢!!