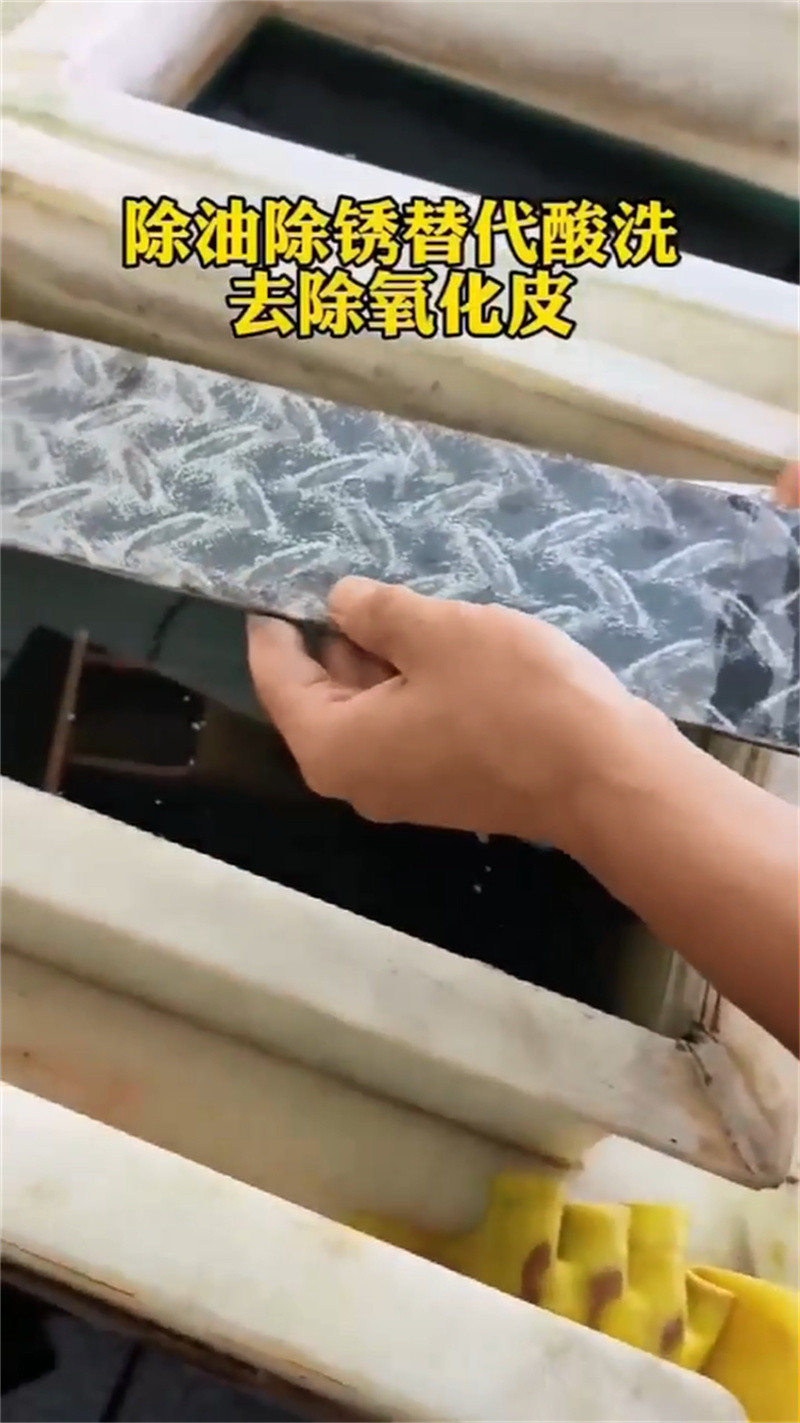
除锈中,工件不能互相堆积。溶液中铁离子过多,去除铁锈的作用会。直到补充原液,没有明显,这时,需要更换工作槽液。除锈剂除锈后如何清理可以使用浸渍清洗法:将除锈剂稀释成3至5倍,然后将需除锈物件浸没在稀释后的清洗液中,待锈迹及油污清洗干净后取出物件,用清水充分冲洗干净即可。
需要注意的是,除锈剂的生产工艺可能涉及一些化学反应和操作风险。因此,在生产过程中应严格遵守安全操作规程,佩戴必要的防护装备,确保人员和环境的安全。同时,还应根据产品的特点和要求,进行必要的质量控制和检测,以确保除锈剂的质量和性能符合标准。另外,不同厂家和品牌的除锈剂可能采用不同的生产工艺和配方。
如有需求,请致电咨询!
联系人:马经理
联系方式:点击查看手机,同V

一、当设计对涂装厚度无明确规定时,应按照合同约定执行,如果没有约定则按照工艺文件执行,一般宜涂2~3遍,干膜厚度为70~100μm。每遍涂层干漆膜厚度允许偏差为~5μm。对于涂件清理后的表面和已涂装好的任何表面,应防止灰尘、水滴、油脂、焊接或其他脏物粘俯在其上面。涂覆应尽可能在室内进行,并应在清洁和干燥中。相对湿度>85%,构件面表温度低于加3℃,露天作业涂覆时出现雨、雪、霜,温度在5℃以下或38℃以上时均应停止作业。涂件涂覆时,应检查基层表面。如不符合应停止作业。涂后4小时内严防雨淋。当使用无气喷涂时,风力超过5级不宜喷涂。各种涂料必须具备产品合格证书和混合涂料的配料说明书。因存放过久,超过使用期的涂料,应取样进行检测;检测项目按产品的规定或设计部门要求。
二、存储除锈剂时,需要避免阳光直射和高温环境,严禁与食品和饮料混存。同时,应选择阴凉、干燥、通风良好的地方进行存放,并确保包装完好,防止漏液。
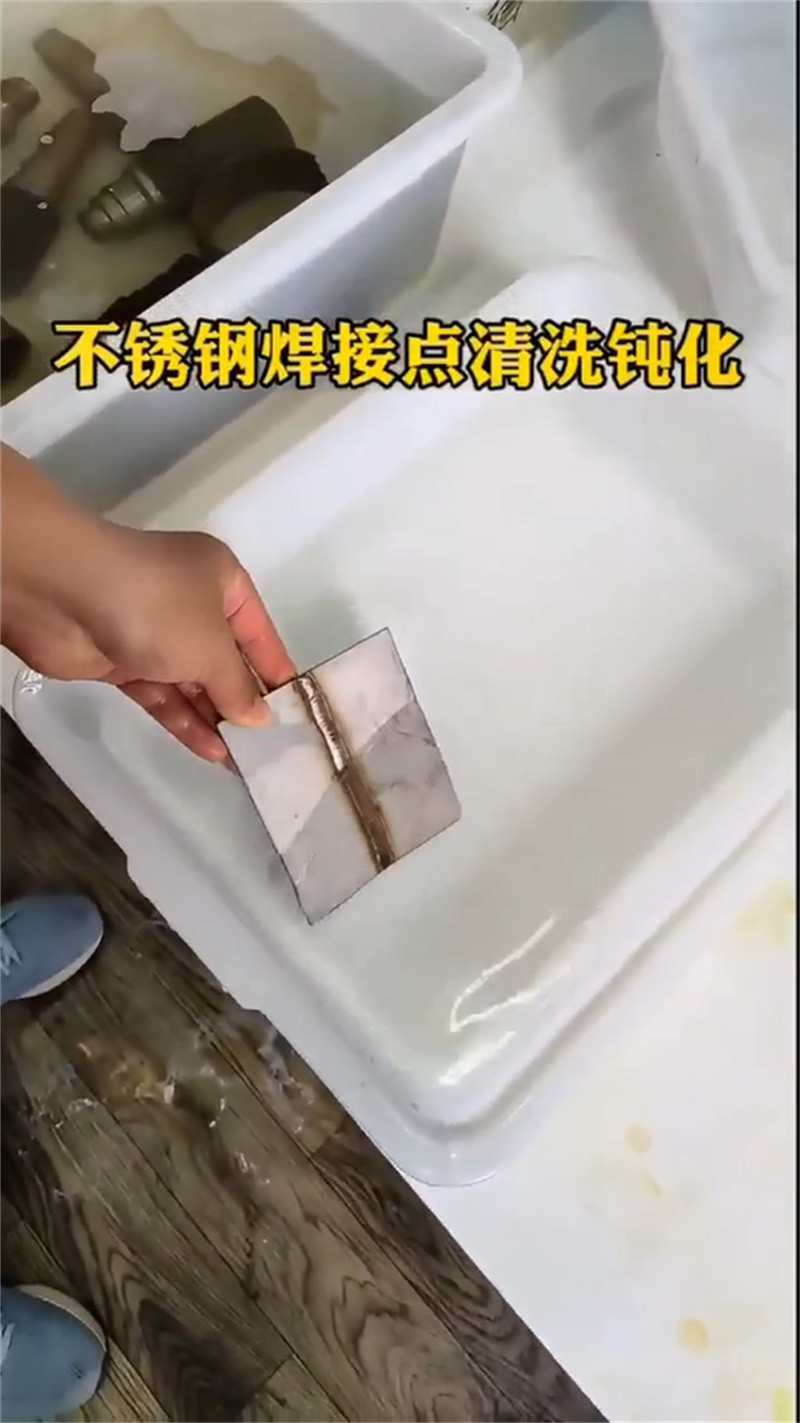
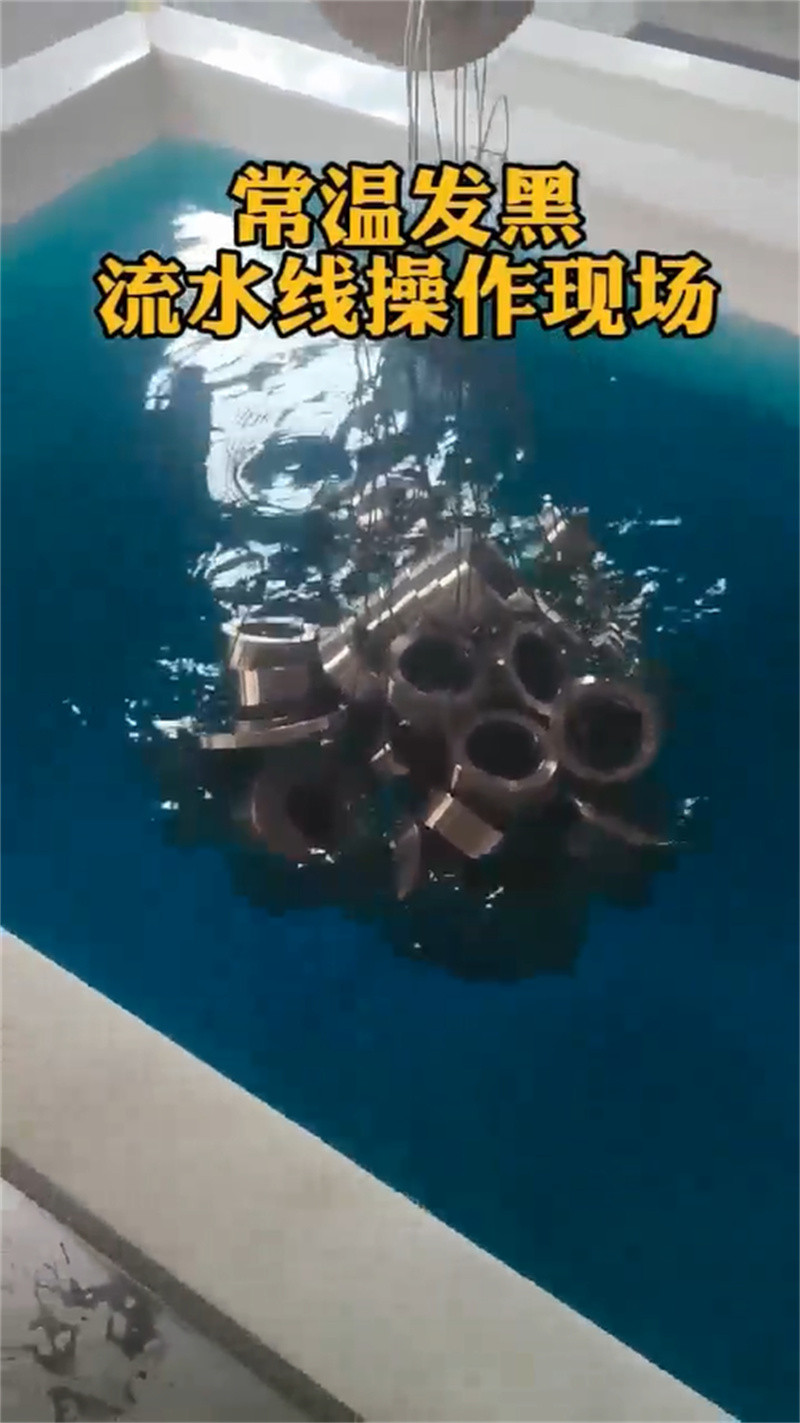
三、使用除锈剂时,需要根据金属材质、结构大小、腐蚀程度、污染物的类型、清洗设备等,合理选择除锈方法、除锈剂浓度和除锈时间。常见的除锈方法包括浸泡除锈、刷涂除锈和喷雾除锈。其中,浸泡除锈法可以更快的除锈,适用范围广。

除锈剂的主要作用是松解生锈紧固件,润滑不能拆卸的紧固件,便于拆卸生锈的紧固件,并在裸露的金属表面形成持久的防腐蚀保护,防止新的锈蚀形成。然而,除锈剂对金属产生腐蚀作用,很大程度上取决于其成分和使用方式。由于除锈剂通常含有酸性物质,如果其酸碱性质和成分处理不当,可能会对金属材质产生腐蚀作用,特别是对于较薄的金属材料来说,这种腐蚀作用可能会更为明显,严重时会导致金属材质表面出现空气氧化、损伤甚至生锈。因此,在使用除锈剂时,必须严格按照产品说明进行操作,避免过量使用或长时间浸泡,以防止对金属造成不必要的损害。同时,也应注意选择质量好、品牌可靠的除锈剂,以减少对金属材质的潜在风险。虽然除锈剂在清除金属表面锈迹方面非常有效,但使用时也需要谨慎,以避免对金属产生腐蚀作用。
对腐蚀严重部位用电动角磨机、电动网刷对金属表面上的污物、焊渣、铁锈、氧化皮彻底干净,特别是(夹角、死角)等部位,使基层表面明显的金属光泽,达到甲方要求除锈。动力工具除锈后表面应干燥、无油污、无氧化皮、无锈迹、无灰尘,表面粗糙度应达到RZ20—40μm,符合GB8923—88及GB9793—88规定要求的等级。人员操作时必须配备劳保用品;安全帽的正确佩带,防风眼镜、口罩、胶皮手套、防尘帽、及高空作业时挂好安全带。打开磨光机等其速度正常运转时,让砂轮网的一半磨光对象表面上用适当的力量按住,砂轮网的转动方向始终朝前转动,以免被磨削的杂物人。
欢迎咨询洽谈!!合作共赢!!