1、全自动钢管成型机:完成对各种金属板料的弯曲成型。进行进一步的合缝和预焊,钢管预焊机:将成型机成型合格的开口管坯,为内、外焊做准备。焊接小车运送工件沿轨道行走,双丝内焊机:用于对大口径直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。焊接小车运送工件沿轨道行走,双丝外焊机:用于对直缝钢管进行自动埋弧焊接,配合主机实现对工件的焊接。以改变钢管圆度,钢管精整机:对圆度欠佳的长圆管逐段从外部施加强大压力,使之达到有关规范和使用要求。龙门移动式感官矫直机:用于钢制圆柱型管的矫直。
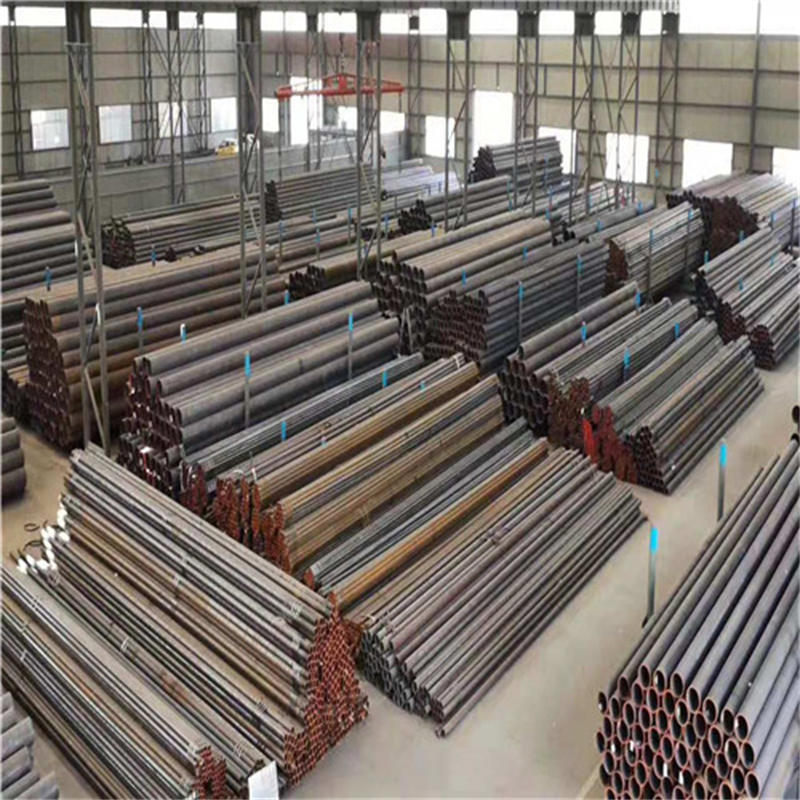
2、广泛适用性:无缝钢管可应用于多种领域和行业,包括石油、天然气、化工、电力、机械、建筑等。它们不仅用于输送流体和气体,还可作为结构支撑和机械零部件使用。
3、在化工、石油、天然气等行业中,需要管道材料具有出色的抗压性能,以确保生产的安全性和稳定性。20#无缝钢管以其优异的抗压性能,成为这些行业的管道材料。

1、交货产品的zui终塑性变形或zui终热处理的状态。一般不经过热处理交货的称热轧或冷拔(轧)状态或制造状态;经过热处理交货的称热处理状态,或根据热处理的类别称正火(常化)、调质、固溶、退火状态。订货时,交货状态需在合同中注明。重量交货状态:实际重量--交货时,其产品重量是按称重(过磅)重量交货;理论重量--交货时,其产品重量是按钢材公称尺寸计算得出的重量。生产工艺编辑热轧无缝钢管主要生产工序(△主要检验工序):管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库冷轧(拔)。
2、随着市场经济在中国的日益深化,钢管市场的竞争除了品质外,价格是一个拼搏的焦点,质优价廉的焊管在西方发达的发展令人瞩目,中国钢管业的发展思路受到变革性的冲击,钢管业向何处去,顺理成章摆在公司界面前。无缝管业内对焊管的认知,不尽相同。无缝钢管东南沿海及长江中下游的无缝管公司较早接受,在研讨发展方向时决定避开焊管的优势,不上大口径无缝管生产线,生产发挥无缝管厚壁优势的产品;研究发展焊管产品、热带生产线的可行性。在无缝管公司内部,营销部门比技术部门对焊管产品的认知要早;在技术部门内,一般技术人员与技术专家的感受也不尽相同。在行业外,石油系统比冶金系统认知焊管要早。无缝钢管技术本身在发展,但有的快、有的慢。板、带、棒、线材发展连铸连轧技术快,而无缝管材慢,因而成本居高不下。国外焊管品种随着焊接技术的进步快速发展,从水煤气管发展到套管、锅炉管。我国在1987-1992年间,大庆、胜利和塔里木油田仅从日本新日铁购买了规格为¢139.7–339.7mm,的油井用焊管12.6万吨。随后我国在大庆和辽河油田用日本提供的焊接套管建设过试验油井。这些事实证明,只要有先近的生产工艺和质量控制手段,焊接钢管在一定领域内可以完全替代无缝钢管。
3、世界发达生产的流体管,锅炉管中已大量采用焊管无缝化工艺,随着社会的发展,国内热轧焊管逐步代替无缝管的局面已经形成。无缝化钢管与大口径无缝钢管的区别可以从几个方面来看首先焊管一般来说都是定尺的,而且一般都是6米,九米或12米。无缝钢管定尺的非常少,因为定尺出厂加价非常多。第二可以从管头的横截面看,如果有锈的话擦干净,仔细看的话会发现焊接区。第三如果酸洗一下,那zui明显了。料涂层涂敷后对钢管里里的预处理质量间接影响到涂层附灭力的高下。关于大口径涂塑钢管的外表预处理量量应达到GB/T8923尺度中划定的Sa2?级要供。
4、不锈钢精密管的生产工艺多样,主要包括锻压法、滚轮法、冲压法、弯曲成形法、滚轧法以及鼓胀法等。其中,光亮精密管的生产过程尤为特殊,通过焊接不锈钢带并减薄壁厚制成,同时伴随光亮退火处理,使管材内外壁无氧化层,保持光亮美观。
欢迎咨询!!!!