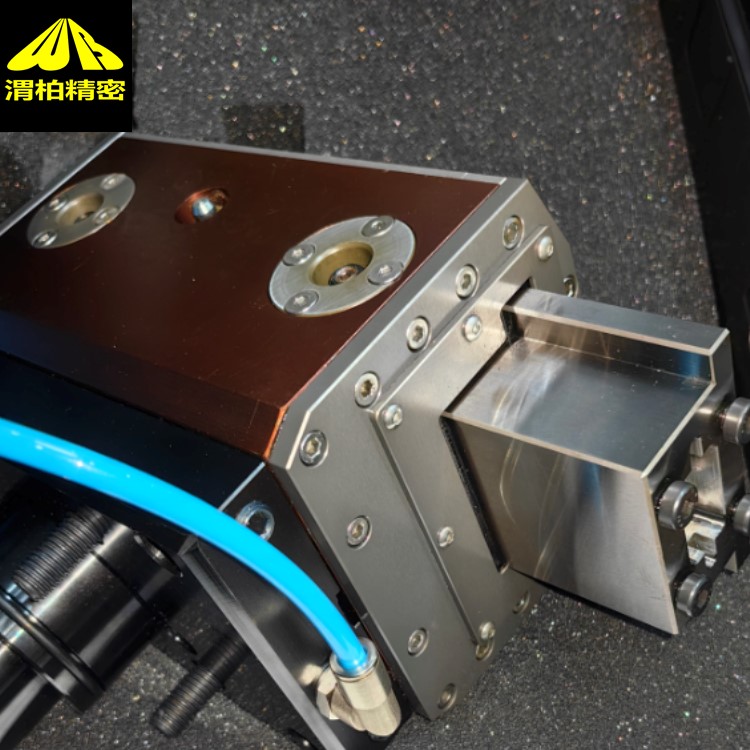
渭柏精密-REV插齿动力头又称为REV插削动力刀座,用于内花键加工:
1.外花键加工
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具极高的刚性,所以加工非常简单并且具有极佳的光洁度。
为了正确且有效地使用此仪器,REV srl 公司免费为客户提供专门开发的程序。该程序适用于市场上的所有数控车床。
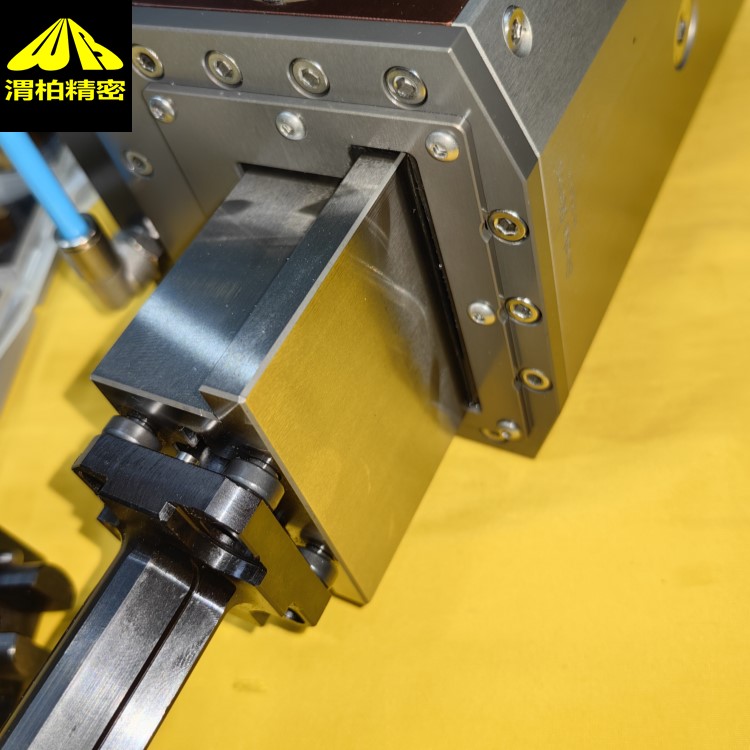
2.内花键加工
单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒。
考虑到工具极高的刚性,所以加工非常简单并且具有极佳的光洁度。
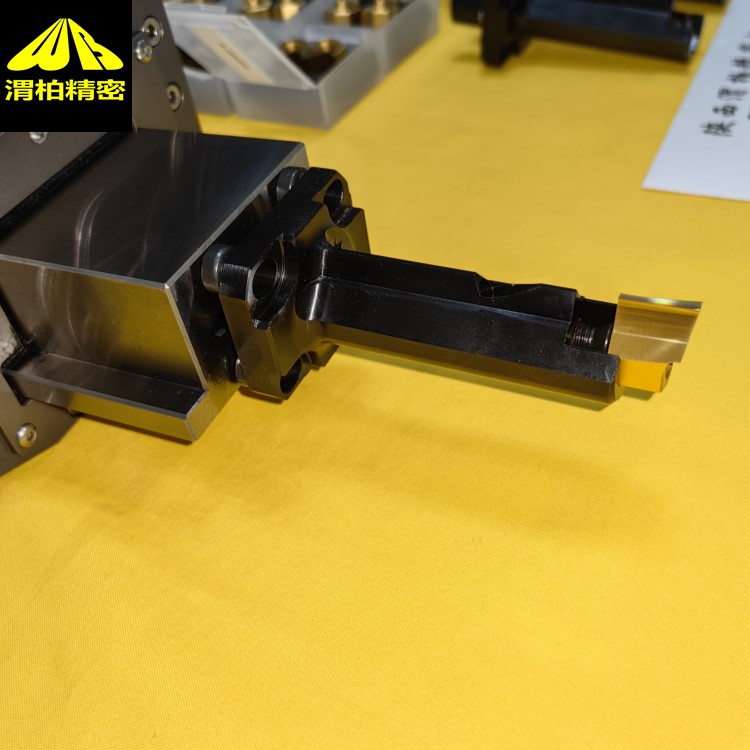
3.单槽的内部加工
4.带有 180° 相对槽的内部加工
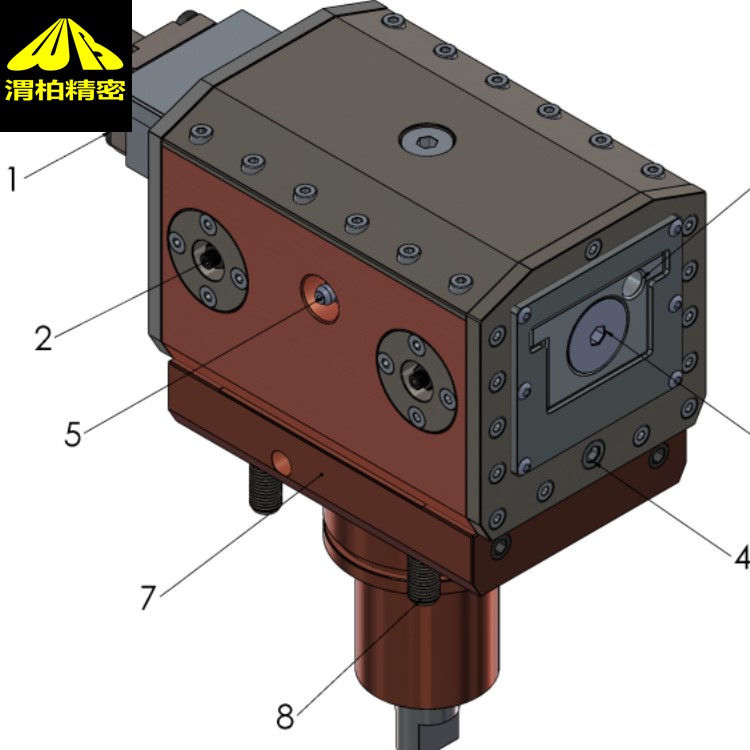
意大利REV插齿动力头对称性检查和误差纠正:
1.纵向误差纠正
可以改变机动化插削机的工作角度。此操作用于纠正可能出现的纵向误差。要做到这一点,只需使用一只 5 毫米内六角扳手即可。通过顺时针或逆时针旋转扳手,可以改变机动化插削机的切削角度。
这类调整方法受专利保护。
2.对称性纠正
为了纠正对称性错误,如果使用的是没有配备 Y 轴的车床,则只需拧松从正面将刀具固定在移动中央组件上的四个螺栓即可。然后,使用 6 毫米六角扳手转动位于上述组件后面的 Y 轴调节销,这样可以将刀具移动 +/- 0.5 毫米,这足以有效地纠正缺少的轴所造成的对称性误差。
这种类型的调整对于准确地在待加工工件的中心实现加工,是绝对必要的。
意大利REV插齿动力头技术特点:
1.REV 机动化插削机的设计旨在以有效的方式解决必须在数控车床上执行某些加工时遇到的问题,比如从简单的键槽到内齿或外齿轮廓。
2.REV 机动化插削机的设计旨在获得可能情况下的大刚性。此特性可延长镶件的使用时间,并在加工表面上获得极佳的光洁度。
3.使用这种插削机具有很大的优势:除了执行加工的速度非常快之外,它不需要将工件移动到其他机器上,否则还将需要在其他机器上再次定位工件。
4.REV 机动化插削机有几种调节方式,有助于获得准确的加工,并可进行内部或外部加工。
5.REV 机动化插削机受专利保护。
陕西渭柏精密机械有限公司主营端面驱动顶针、键槽拉刀、旋转拉刀,去毛刺倒角工具、气动卡盘等欧洲数控刀具和机床附件产品。
部分代理品牌如下:
rotoclear旋转视窗,Rotoclear旋转摄像头
英国SCRATA粗糙度对比样块、粗糙度对比块
NORIS液压螺母\NORIS锁紧螺母
AMTEC液压螺母\德国AMTEC手动泵、液压手动泵
FRB飞霸顶针、FRB驱动顶针、端面驱动顶针、端驱
HOBE蚂蚁刀微孔刀具,微型镗刀,微孔镗刀
瑞士ATS捆扎机、ATS绑扎机
英国microset倒模胶、打膜胶
Multibrox四方拉刀,Multibrox六方拉刀,旋转拉刀
LOUIS BELET、LB微型钟表铣刀、
爱丁堡Edinburgh Instruments激光器
斯芬克斯Sphinx微型钻头
意大利Urma金刚笔、 Urma金刚石修整器 、
德国ESK摩擦垫片、摩擦片3M
意大利LOMBARDINI发动机
意大利PIUSI油泵、加油泵
德国PERSKE电机、特种电机 、PERSKE扁平电机、圆电机
英国Klaxon电子探测仪、探测仪