意大利BM插削机-外花键加工材料为硬度35 HRC 的合金钢

意大利BM插削机-外花键加工材料为硬度35 HRC 的合金钢:
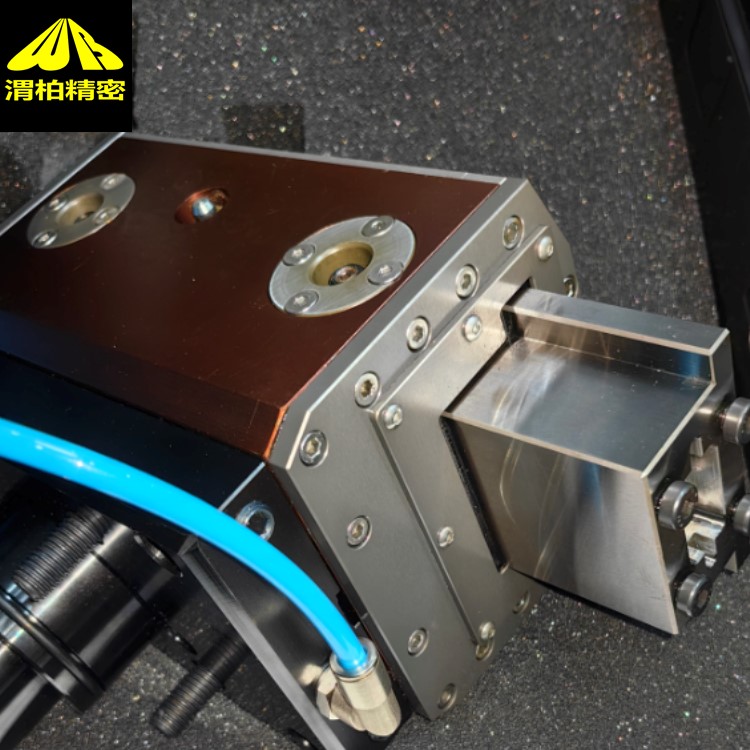
1.外花键加工
此短视频展示了外部加工:完成了一个外部开槽的轮廓 DIN 5482 模块 2.5 Z = 30。
加工材料为硬度 35 HRC 的合金钢。
单槽的完成时间为 4 秒,而完成整个齿形轮廓的总时间约为 2 分钟。
考虑到工具极高的刚性,所以加工非常简单并且具有极佳的光洁度。
为了正确且有效地使用此仪器,REV srl 公司免费为客户提供专门开发的程序。该程序适用于市场上的所有数控车床。
2.内花键加工
单个键的完成时间为 6 秒,而八个加工过程需要的总时间约为 50 秒。
考虑到工具极高的刚性,所以加工非常简单并且具有极佳的光洁度。
3.单槽的内部加工
4.带有 180° 相对槽的内部加工
意大利BM插削机操作细节:
内键槽/外键槽加工
该机动化插削机能够执行内部或外部加工。
根据如下指示反转机动化旋转方向就可以了:
指令 M04 = 内部加工
指令 M03 = 外部加工。
根据是内部加工还是外部加工,必须通过将镶件定向在切削方向上来固定仪器。
S在返回阶段分离
在返回阶段,刀具将从已加工表面分离 0.25 毫米。这项移动操作对于保持镶件的完整性是必不可少的。
意大利BM插削机操作步骤:
为了加注适量的润滑脂,必须按以下步骤进行操作:
拧下电动机盖板上油塞;
用专用加油器开始加注润滑脂;
当润滑脂从孔中流出时停止加注;
重新拧紧油塞,然后再次使用仪器。
注油计算示例
如果生产一个工件需要 2 分钟,完成单一
键槽需要 10 秒钟,那么在约 3600 件工件之后,执行注油。
陕西渭柏精密机械有限公司批发欧美工业品一手货源,例如插齿动力头,旋转视窗,微型镗刀,微型铰刀,粗糙度对比样块、高精度顶针、液压螺母、磁力表架、液压拔料器等。
部分代理品牌如下:
FANAR丝锥、机用丝锥
德国Spieth锁紧螺母、Spieth调节螺母
瑞士肖柏林Schaublin车床、肖布林Schaublin车床
意大利FPZ 鼓风机
肖柏林Schaublin夹头,肖布林Schaublin筒夹
德国Welte 传动轴、Welte传动轴、Welte联轴器、
意大利AEC-可编程步进驱动器、步进驱动器、AEC电机
德国SWISSCO砂轮修整器、金刚笔,砂轮
BM旋转拉刀,BM四方拉刀,BM六方拉刀,BM梅花拉刀
DC丝锥
德国Levicron主轴、气动主轴、热缩刀把
瑞士Multifix肖布林快换刀座
德国BERGER拔料器,液压拉料器
Schwarz车刀、内圆车刀、外圆车刀、Schwarz铣刀、可转位刀片
意大利GEFRAN传感器
WIBEMO夹头,WIBEMO对中仪、Mowidec-TT寻中仪
意大利LONZELLA高精度活顶针
意大利BRIGHETTI MECCANICA旋转拉刀,旋转冲削刀具,四方钻,六方钻