一、屋顶通风器在台风和强风多发地区,应使用具有良好的抗台风性能屋顶通风器,其重心应尽可能低,采用了流线型的结构,以减少阻力,伞防雨帽风阻高度不可取的,少结构的。强风未来有非正常的情况下,在停机的防雨帽设计考虑。屋顶通风器也可用于在台风及强风易发区考虑安装自动副翼,即使在强风的天气,由于安装自动副翼将减少风和雨水淋到。副翼回原处,由弹簧机构,在同一时间副翼也可以发挥作用,以减小空气阻力的流片材,屋顶通风器实现增加风量的效果。
二、一种可旋转式调节的钢结构通风气楼,包括设置有遮檐的气楼本体,气楼本体的两侧壁上设置有若个相对应的窗口,窗口内活动设置有卡块,卡块内活动连接有门体,卡块位于气楼本体内部一侧一体式连接有连接板,气楼本体内部一侧设置有托板,托板上设置有供连接板水平移动的传动装置,气楼本体中靠近托板一侧的连接板上设置有箱体。
三、屋面通风器端门框扇安装应符合下列规定;(1)不得在屋面通风器端门肩上安放脚手架、悬挂重物或在框厢内起吊,以防屋面通风器端门变形和损坏;(2)吊运时,表面应用非金属软质材料衬垫,选择牢靠平稳的着力点,以免屋面通风器端门表面擦伤。
如果您需要10A型薄型通风天窗(并列风道启闭式),请您致电咨询!!!
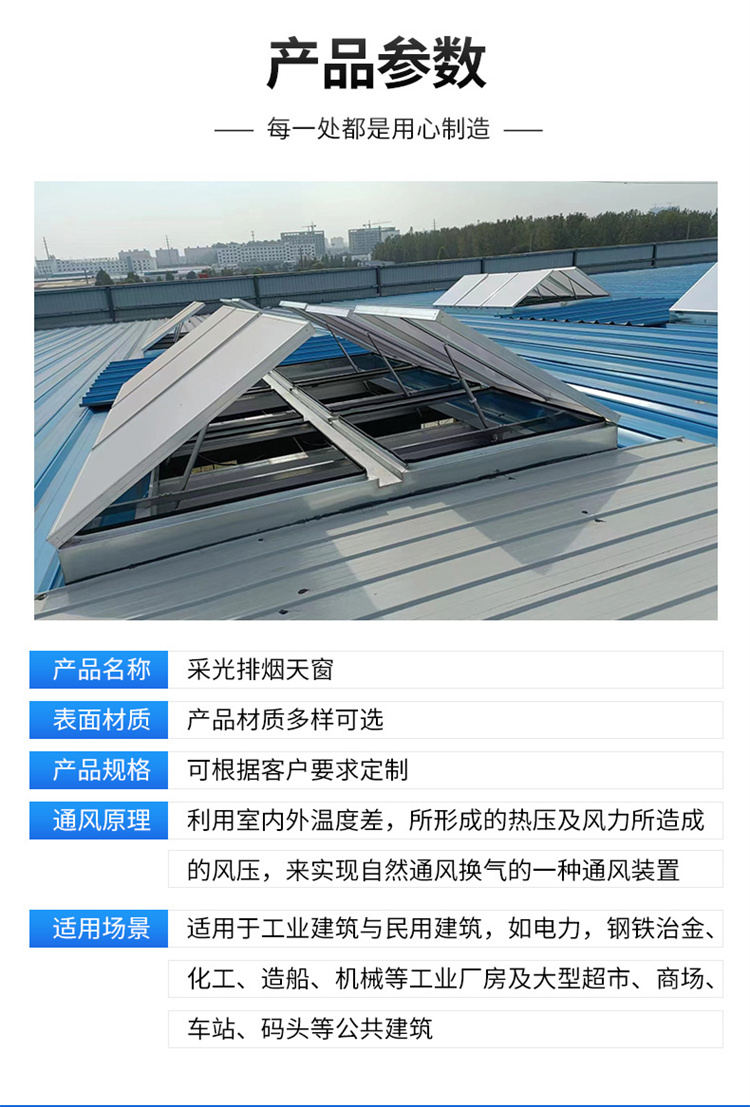
产品介绍:
1、一字型电动采光排烟天窗出于防水性能考虑,其尺寸相对较小,根据喉口尺寸可分为1000mm、1200mm、1500mm、2000mm等不同规格,其产品长度,宽度,高度可根据图集设计,也可按照甲方及使用要求定制。
2、厚度大于50mm的碳素结构钢和厚度大于36mm低合金结构钢,施焊前应进行预热,焊后应进行后热。预热温度宜控制在100~150℃;后热温度应由试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的2倍,且不应小于100mm。
3、表面低的位置,这意味着在室外的新鲜空气进厂的,基本上所有的或所有的流量通过屋顶通风器。很显然,以减少在工作区的温度在操作区,以改善空气质量,加强屋顶通风器的自然通风,将起到决定性的作用。
4、大型构件应标明重量、重心位置和定位标记.当喷涂防火涂料时,应符合现行的《钢结构防火涂料应用技术规程》(CECS24)的规定。涂装时,须留非常后一道面漆,待钢结构安装完后在统一涂装。第3节钢结构安装1一般规定钢结构的安装及本章未提及事项均严格按照中华入民共和国标准《钢结构工程施工及验收规范》(GB执行。
5、无动力屋顶通风器使用中的弊病(1)国产耐300~700℃的高温风机,不经处理的高温烟尘直接通过引风机,如风机水冷系统冷却装置断水等控制失效时,可引起主轴、轴承的变形,破坏叶轮旋转的动平衡而引发振动,故紧急事故发生率较高。(2)高温风机的启动,当温差很大时,如不认真对待,电机易超载,有被烧毁的危险。(3)高温除尘系统输气管道气密性较差,若漏风率超过20%时,使管内气温下降过快,气体中水份易结露,使粉尘粘在叶轮上,都会导致屋顶通风器运行的全压和内效率均下降;与此同时运行风量和实耗功率均增大,继而使吸风点源的通风效果变差。(4)由于无动力屋顶通风器气体的粘度随温度的增高而增大,输气管道和滤袋的压力损失直接与气体的粘性成正比。因此高温输送气体时,使管网阻力增加,引起风机额定风量和功率不足,导致通风机内效率降低。(5)高温除尘系统应用正压大型组合袋滤器(室)时,热胀冷缩比较频繁。实践证明:当温度波动范围超过200℃时,袋滤器箱体的线膨胀达40~50mm,这种频繁的热冲击将会影响箱体的气密性和收尘正常作业;当输气正压操作的袋室过滤有毒气体和粉尘时,需要设计随箱体滑动而又不漏风的密封结构要耗费过多的钢材。(6)无动力屋顶通风器投入热运行后,由于风机叶轮强度不足与铸件或焊接件没有消除内应力时,都会产生热态反复振动;当运行中温度的急剧变化,引起风机轴的变形,将造成叶轮不平衡引起振动;又如热运行中突然停止运转时,使温度急剧下降,再开动时也产生振动。

资料简讯:
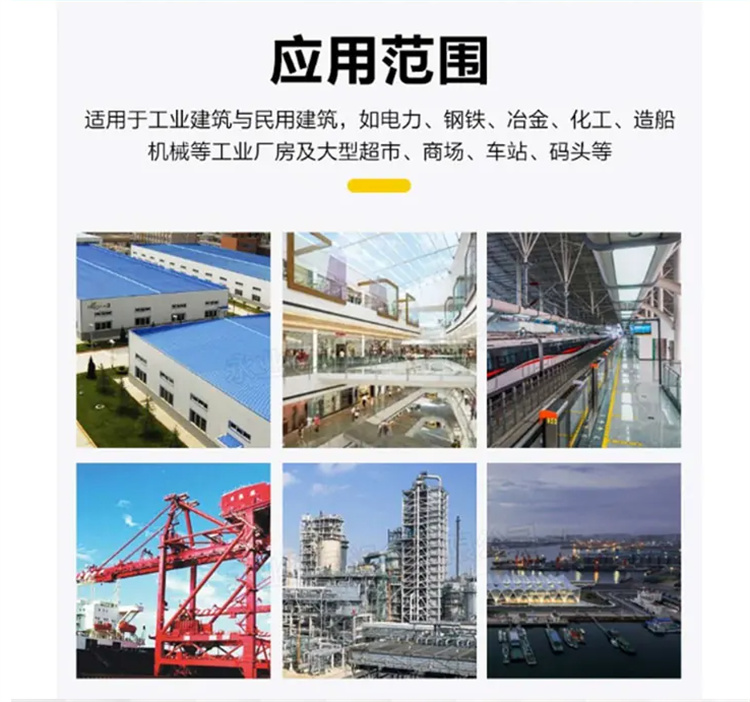
一、随着现代物流业的加速发展,许多电力公司将选择在大都市郊区建厂。随着物流业的发展,通风天窗也得到了加快。通风采光天窗凭借通风、采光、排烟等优点,解决了物流厂房光线昏暗、空气不流通的缺点,深受业主和总承包商的喜爱。
二、通风天窗由于其具有通风换气的良好性能,在畜牧行业的发展速度较快。尤其在一些大型的养殖场、饲养园等。对于很多养殖场来说,场内的高温空气和不良的环境质量是非常让人头疼的事情。尤其是在夏天,室内的温度更是达到了顶峰,由于环境的封闭性,再加上禽畜的粪便、垃圾,整个场内都会弥漫着难闻的味道。很多猪舍由于处在较为密闭的环境,经常会发生高温闷热的现象,不仅对猪体本身造成很大影响,也会威胁到养殖人员的身体健康。
三、15电动机的无线电搔扰特性应符合GB18655(用于保护车载接收机的无线电骚扰特性的限值和测量方法)的规定。16带换气扇式的安全顶窗配带的低压电线束、插接器的接触电阻、电压降及插拔力等应符合QC/T29106(汽车低压电线束技术条件)的规定。
四、焊缝同一部位的返修次数,不宜超过两次。当超过两次时,应按返修工艺进行。1焊接完毕,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量。检查合格后应在工艺规定的焊缝及部位打上焊工钢印。1碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接24h以后,方可进行焊缝摔伤检验。
欢迎致电咨询!!