河北承德屋脊通风气楼批发人气排行榜
1、T形接头、十字接头、角接接头等要求熔透的对接和角接组合焊缝,其焊脚尺寸不应小于t/4,见《钢结构工程施工及验收规范》(GB第15页(图13a、b、c);重级工作制和起重量大于或等于50t的中级工作制吊车梁腹板与上翼缘的连接焊缝的焊脚尺寸t/2,见《钢结构工程施工及验收规范》(GB第15。
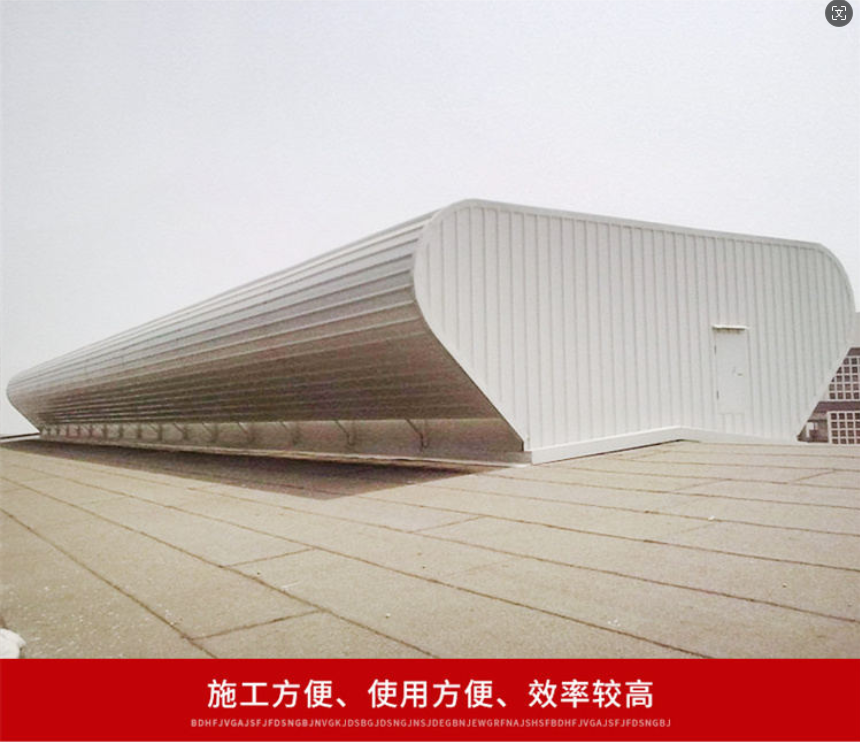
2、若通风排烟天窗的设计不符合规范,即使是尺寸再大,也无法生产车间的通风和排烟,若有效通风面积达不到规定的标准,会严重影响通风天窗的排烟效果,成了“不通风的通风器”,公司主投入了大量的人力、物力和精力,给工厂生产带来较大的损失。
3、焊缝同一部位的返修次数,不宜超过两次。当超过两次时,应按返修工艺进行。1焊接完毕,焊工应清理焊缝表面的熔渣及两侧的飞溅物,检查焊缝外观质量。检查合格后应在工艺规定的焊缝及部位打上焊工钢印。1碳素结构钢应在焊缝冷却到环境温度、低合金结构钢应在完成焊接24h以后,方可进行焊缝摔伤检验。


产品简讯
1、手动控制是常见的方式,通过操作开关或把手来打开或关闭通风天窗。而某些的通风天窗则配备了自动控制系统,可以根据室内温度或空气质量自动调节开闭程度。这种自动控制方式更加智能化和便利,提供了更舒适和节能的使用体验。
2、打开安全顶窗应急出口的运动方式应采用铰接式或弹射式。5铰接式安全顶窗应铰接于朝向车辆前或后的一端并向外开启,且非常大开启角度应不小于100°,并可以保持在非常大开启角度。弹射式安全顶窗应向外开启,不允许操作时整个从车辆上分离,且不应对车外人员构成危险,并应有效地防止误操作。
3、保护气体的纯度应符合焊接工艺评定的要求。低氢型焊条经烘焙后应放入保温筒内,随用随取。施焊前,焊工应复查焊件接头质量和焊区的处理情况。当不符合要求时,应修整合格后方可施焊。对接接头、T形接头、角接接头、十字接头等对接焊缝及对接和角接组合焊缝,应在焊缝的两端设置引弧和引出板,其材质和坡口形式应与焊件相同。