北京磷化液、直销磷化液、生产磷化液、磷化液厂家、常温锌系磷化液
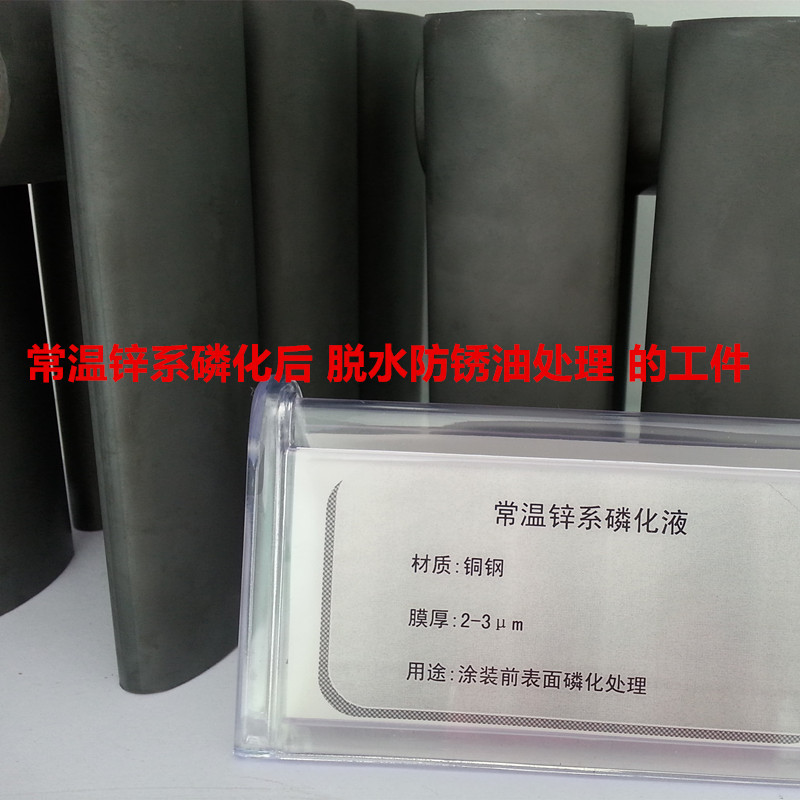
BW-200 常温锌系磷化液
BW-200主要由非离子表面活性剂和锌盐、磷化改性剂、氧化剂等组成。
突出优点是:
工作温度很低(≥5℃);
膜层结构为网状交织结构(该膜层在>250℃的高温下烘烤,仍然和基材及涂层不发生平移和脱离);
工艺控制范围宽;
药液均衡消耗,不需测定总酸和游离酸,更不需中和剂调整;
配套工艺简化而优越;不挂白灰;
结晶细密光滑;
磷化后耐蚀性好,不要求表调或钝化之类的影响附着力和引起涂层弊端的防锈补充工序。
适合于钢铁材料的短期防腐蚀及喷涂前高质量的磷化处理,是很好的双组份锌系磷化液。

外 观:浅蓝色液体
PH 值:1.0-1.5
比 重:1.220±0.005(配槽液),1.250±0.005(补加液)
游离酸度:45-55(配槽液),60-70(补加液)
总酸度:285-310(配槽液),380-410(补加液)
磷化膜特征
膜 重:2.0-3.0g/m2
膜 厚:2.0-4.0μm
膜内成份:锌铁盐、铁盐等

1. 配槽时稀释15-20倍水,添加3‰的促进剂。
2. PH值维持在2.5-3.0。促进剂引发点为2.0-3.0(10mL发酵管)。使用温度10-35℃。
3. 表调剂配槽浓度为3‰,pH值为8.0-8.5。
4. 磷化处理时间为10-30分钟。
工艺流程:
中性除油Ⅰ→水洗Ⅱ→弱酸除锈Ⅲ→水洗Ⅳ→中和Ⅴ→水洗Ⅵ→表调Ⅶ→磷化Ⅷ→水洗Ⅸ
工艺参数:
1.中性清洗剂:3-4%
温度:>10℃,pH值:7.0,时间:10-20分钟
2. 水洗
时间1-2分钟
3. 弱酸除锈
配槽:磷酸快速酸洗净洗剂(BW-500P)3%,磷酸(85%工业级):10-15%
处理时间:15-40分钟(视油锈蚀和温度而定,时间长短以锈除净为准)
处理温度:15-35℃
4. 水洗
控制PH值>3.0,时间1-2分钟
5. 中和
纯碱:采用1%浓度,PH值: 11-13
时间: 3-5分钟
6. 水洗
控制PH值<8.0,时间1-2分钟表调
上述工序亦可用喷砂→水洗代替。
7. 表调
表调剂浓度: 3‰,PH值:7.5-8.5
时间:2-3分钟
8. 磷化
BW-200常温锌系磷化液:6.7%;PH值:2.5-3.0
促进剂:初始添加量3‰
磷化时间:20-40分钟左右(温度低时可适当延长处理时间)
磷化温度:10-35℃
9. 水洗
控制PH值>6.0, 最好采用溢流水,时间1-2分钟
胶钛表调剂_金属表面调整剂生产厂家涂装磷化液锰系锌系胶钛 - 阿里巴巴
https://detail.1688.com/offer/44241324285.html?spm=a26286.8251493.0.0.221425b2RQGhDp
锌系磷化促进剂_磷化促进剂_厂家直销锌系磷化促进剂 - 阿里巴巴
https://detail.1688.com/offer/558897378815.html?spm=a2615.7691456.autotrace-offerGeneral.4.5810350ecxGCGQ




欢迎前来选购及样品检测
关注官方微信:esambjhd 为您推荐更前端的金属表面处理咨询
扫描二维码购产品优惠5%







