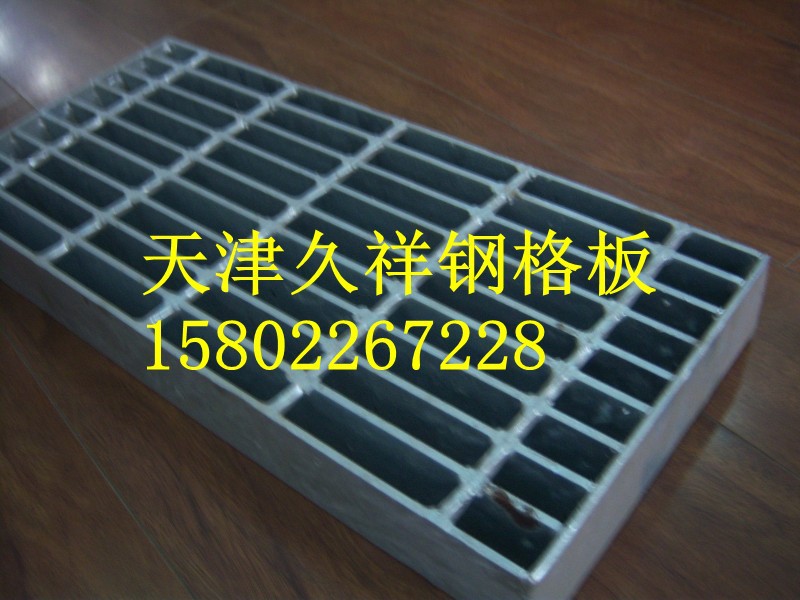
压焊钢格板是由负荷扁钢和横杆按一定间距经纬排列,采用200吨液压电阻焊自动化设备焊接成原板,经切割,开孔,包边等工序加工而成客户要求的产品。
1、受荷扁钢间距:两相邻受荷扁钢的中心距,常用30mm,40mm两种。
2、横杆间距:两相邻横杆的中心间距通常为50mm,100mm,两种,可按客户要求生产。
钢格板的固定方法:
可选用焊接和安装夹紧固两种方式。焊接的优点是永久固定,不会松脱,具体位置在钢格板的每个角第一根扁钢上,焊缝长不小于20mm,高不小于3mm的角焊。安装夹的优点是不破坏热浸锌层及拆卸方便,每块板至少需要4套安装夹,安装夹的使用数量随着板长度的增加而增加中。最安全的方法是不用下夹,直接将螺钉头焊在梁上,保证钢格板不会因安装夹松脱而从梁上滑落。
河北久旺钢格板
您对此产品的咨询信息已成功发送给相应的供应商,请注意接听供应商电话。
对不起,您对此产品的咨询信息发送失败,请稍后重新发起咨询。