稳定的机身结构。
二次导电部分采用上绝缘方式,可避免铁屑的辅着或下座安装焊接工件时易产生的绝缘部分的短路事故。
上下电极采用带辅助行程的加压方式,提高焊接时的可操作性、通用性。
可任意调整加压电极速度,减缓了对被焊接物体加压时的冲击。也减少了焊接时的噪声。
变压器采用低阻抗设计,二次回路上采用了高品质的导电材料,降低了内耗。得到了小输入获得了更大的焊接电流。
可存储15个焊接程序:不同的焊接规范可存储在不同的焊接程式序里,非常方便、顺利的实现了不同工件的准确焊接。
配备二次反馈环,可持续弥补焊接电流,两次放电工作模式。大大提高焊接稳定性,特殊材料可作预热或回火处理。
操作界面采用数码管或液晶显示,清晰、明了、直观。
广泛适用于铁线五金、家用电器制造、钣金加工制造、微电子及其他领域。
性能特点:
1、焊机采用高性能气动元件,主导轴及导向轴均采用镀铬光圆,传递压力灵活可靠,无虚位产生。
2、焊接变压器采用环氧树脂浇注,次级内部通水强制冷却,并采用优化设计,高导磁材料制成,空载损耗低,功率输出强劲、稳定,寿命长。
3、焊接控制器采用单片机集成控制系统,可选用高精度数码按键或触摸式开关,输入预压,波头,焊接时间,保压,休止,焊接电流等参数,并具有双脚踏,双脉冲,双电流控制功能,以及可控硅升温监控功能。
4、各式焊接控制器满足不同功能,可实现一机多用。
5、焊接初级回路采用双向水冷可控硅控制,保证电流输出平衡,可靠。
6、铜夹头采用半圆形或平台形,方便安装工装夹具。





东莞市火凤皇自动焊接机械有限公司,位于东莞东部工业园区,是集电阻焊机、自动化成套焊接装备研发、生产、销售为一体的实业型公司,属高新技术企业。公司具有十五年的产品研发和生产经验,拥有一大批专业从事机械设计、电气开发、工装夹具制造等专业技能人才,完善了一整套现代化生产、检验、调试设备,销售和售后服务网络覆盖了中国主要工业城市。多年来,公司始终围绕“满足客户期望,追求卓越价值”的经营理念,吸收并改进国内外先进生产工艺,自主研发八大系列四十多种产品,广泛用于铁线五金、工艺制品、家用电器、钣金、汽车、摩托车零配件等行业,并远销欧美、中东及东南亚部分国家和地区,一致深受广大用户的好评!历经风雨,火凤皇人不断开拓进取。产品严格按照国家标准设计制造;产品出厂前均经过严格的检验,确保交到客户手中的均为合格产品;所发布产品均为我公司自主研发生产。
售前服务
一、免费提供焊接技术及工艺咨询:我们会在8个小时以内,根据您的需要为您提供任何专业技术及价格方面的咨询、并且邮寄产品资料,或者及时对于您所关心的任何问题给予快速回复;您也可将您即将生产的产品或材料寄至我司,我司按您的要求免费为您试焊或制作工艺,达到您的要求后您再考虑下单。
二、提供考察接待:我们欢迎您随时随地莅临公司现场考察,并为您提供任何便利条件。
售中服务
一、无论您是国外的客户还是国内的客户,无论您是我们的老客户还是我们的新朋友,无论您的合同金额是大还是小,我们都将诚信、公平、热情、严谨地统一对待;
二、我们保证守时、保质、保量地严格执行合同规定的各项条款,并且为客户提供超值的服务。
售后服务
一、产品到达需方生产所在地,我司即派技术人员上门免费安装调试,并进行现场免费培训,培训内容包括产品操作、保养及基本维修等方面;
二、产品免费保修壹年(不含易损件)。保修期内,属正常使用而产品无法正常运行,我司负责免费保修及更换零配件;超过保修期,我司只收取零配件成本费及维修服务费。产品提供终身服务。
三、如产品出现客户无法解决的故障,本省12小时到位,外省48小时内到位(注意:请客户来电要求服务时,说明购机时间、机型、故障表现、用户名称、厂址、电话,以便及时准确为你服务)。
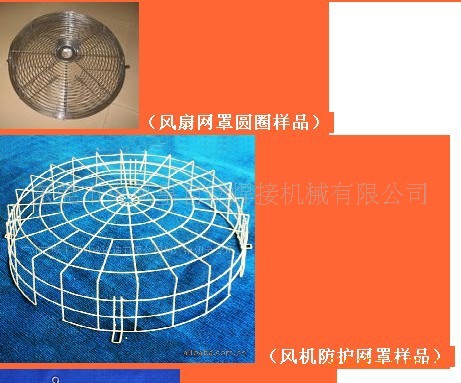
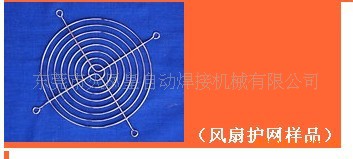
本系列产品速度快,生产效率高,一般应用在铁线网类制品的点(排)焊上更能突出焊机的特点;快速,稳定.
点焊机的焊接性能和焊接原理:
点焊过程可以分为三个阶段:焊件在电极之间预先加压、将焊接部位加热到所需温度、焊接部位在电极压力作用下冷却。
1.加压阶段
加压阶段的作用是使焊件的焊接部位形成紧密的接触点。所以电极压力应在焊接电流接通以前既应达到焊接参数规定的数值。否则,如电流闭合瞬间的电极压力不够大,则接触电阻就很大。于是在接触电阻处产生很多热量,造成金属熔化,产生初期飞溅。这样,焊件与电极都可能被烧坏。
2.加热阶段
加热阶段的时间很短,而且加热的不均匀性很大。由于中间金属柱部位的电流密度最大,所以加热最为强烈。在电阻热及电极的冷却作用下,使焊点的核心加热最快。焊点核心的金属熔化、结晶后,在两个焊件之间形成了牢固的结合。核心内的熔化金属被塑性金属环包围,如果这个环不够紧密,就会造成液体金属外溢,形成飞溅。
3.冷却结晶阶段
冷却结晶阶段,又称锻压阶段。熔核是在电极压力作用下冷却结晶的。结晶开始于熔核周界的半融化晶粒,以枝晶形式沿着与散热相反的方向生长。熔核结晶是在封闭的金属模内进行的,所以不能自由收缩。电极的挤压可使症状结晶的金属变得致密,不至产生缩孔及裂纹。因此,电极压力在焊接电流断开、熔核金属全部结晶后才能去除。






