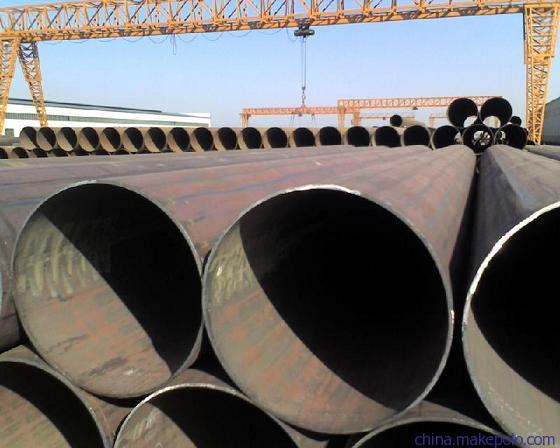
供应沧州Q235B焊接钢管 直缝钢管 无缝化钢管 高频焊接钢管

沧州市华联钢管有限公司
中国 沧州
产品属性
图文详情
品牌推荐
品牌/厂家
沧州
牌号
Q235B
材质
碳素管
焊缝形式
直缝焊管
涂层
黑管/不镀涂
截面形状
圆管
连接方式
焊接式
用途
低压流体用焊管
壁厚
10mm
外径
377mm
公称直径
377mm
长度
12m
拉伸强度
256Mpa