供应台湾12型磨床用各种规格之无心磨托板
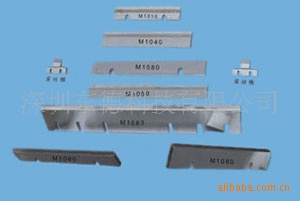
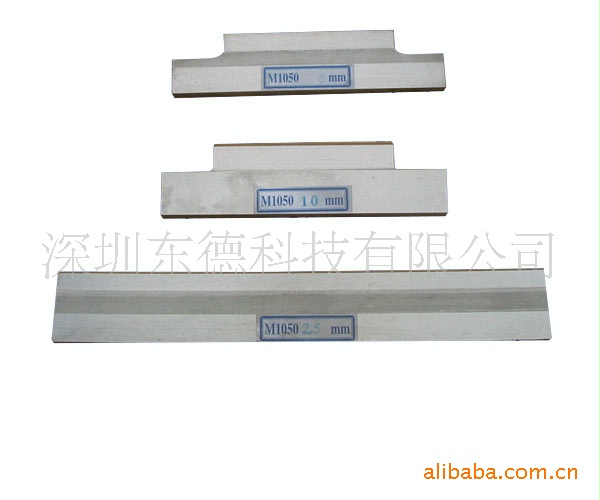
无心外圆磨床是一种特殊的外圆磨床。在无心外圆磨床上磨削工件外圆时,工件不用顶尖来定心和支承,而是直接将工件放在砂轮子和导轮子之间,由托板支承,工件被磨削的外圆面作定位面,如图1所示。
工件原理
砂轮和导轮的旋转方向相同,但由于磨削砂轮的圆周速度很大,通过切磨削力带动工件旋转,但导轮则依靠磨擦力限制工件旋转,使工件的圆周线速度基本上等于导轮的线速度,从而在磨削轮和工件间形成很大的速度差,产生磨作用。改变导轮的转速,便可调节工件的圆周进给速度。
无心磨削时,工件的中心必须高于磨削轮和导轮的中心连线,这样便有使工件与磨削砂轮和导轮间的接触点不可能对称,于是工件上某些凸起的表面在多次转动中能逐渐磨圆。如果托扳的顶面是水平的,而且调整得件中心与磨削砂轮和导轮的中心处于同一高度,当工件上有一凸起的点与导轮接触时,则凸起点的对面就被磨成一凹坑,其深试行过意不去 凸起点的高度。工件回转180度后,凸起的点与磨削砂轮接触,此时凹坑民正好与导轮相接角,凸起的点无法被磨平,此时工件外圆表面为一个等直径的棱圆。所以,工件中心高于砂轮和导轮的连心线是工件磨圆的关键,但高出的跑离不能太大,否则导轮对工件的和上垂直分力有可有引起工件跳动,影响加工表面质量,一般h=(0.15-0.25)d,d为工件直径。






