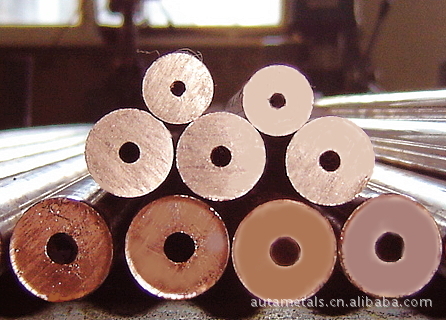
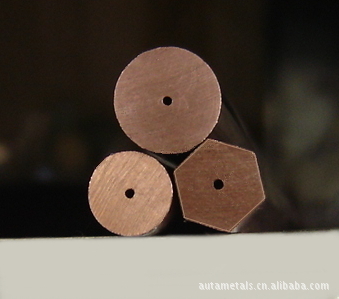
“奥塔”牌导电嘴用优质紫铜管系列 |
“奥塔”牌导电嘴用优质紫铜管系列,是沈阳奥塔金属有限公司利用自主开发的专利技术生产的高质量铜管材,包含各种市场适用孔径,用于制造各种气保焊导电嘴、电喷涂喷嘴、以及其它焊割配件。此专利技术用于导电嘴用铜管内孔的成型,保证内孔精密光滑,能够极大地延长导电嘴、电喷涂喷嘴的使用寿命。由于孔径精密光滑,能保证焊丝的良好指向性要求,因此特别适用于生产自动焊导电嘴。
这项技术目前世界上只有三家生产厂商掌握,我公司即为其中之一,其余两家在欧洲。 |
管材成分和物理性能:紫铜T2,按国家标准生产,铜含量≥99.9% ,导电率可达到100%IACS。
管材几何参数:内孔孔径偏差±0.03mm,孔内表面粗糙度不低于1.6μm。
使用“奥塔”牌导电嘴用优质铜管材,谁都可以生产出世界水平的导电嘴!
我公司希望以优质的导电嘴用铜及铜合金管材产品、优质的服务和有竞争力的产品价格成为您的合作伙伴。
| |||||||||||||||||||
紫铜铜管几何尺寸和偏差 | |||||||||||||||||||
序号 No. | 铜管外径 Tube OD. | 焊丝直径 Wire Dia. | 铜管内径 Bore Dia. | 孔径偏差 Bore. Dia. Tolerances | |||||||||||||||
mm | mm | mm | mm | ||||||||||||||||
1 | Φ6 Φ6.35 Φ6.4 H6六角 | Φ0.6 | Φ0.70/0.75/0.80 | ±0.03 | |||||||||||||||
Φ0.8 | Φ0.90/0.95/1.00 | ±0.03 | |||||||||||||||||
Φ0.9 | Φ1.00/1.05/1.10 | ±0.03 | |||||||||||||||||
Φ1.0 | Φ1.10/1.15/1.20 | ±0.03 | |||||||||||||||||
>Φ1.0 | 可按客户需求孔径供货 | ±0.03 | |||||||||||||||||
2 | Φ7.1 H7六角 | Φ0.8 | Φ0.90/0.95/1.00 | ±0.03 | |||||||||||||||
Φ0.9 | Φ1.00/1.05/1.10 | ±0.03 | |||||||||||||||||
Φ1.0 | Φ1.10/1.15/1.20 | ±0.03 | |||||||||||||||||
Φ1.1 | Φ1.20/1.25/1.30 | ±0.03 | |||||||||||||||||
Φ1.2 | Φ/1.30/1.351.40 | ±0.03 | |||||||||||||||||
>Φ1.2 | 可按客户需求孔径供货 | ±0.03 | |||||||||||||||||
3 | Φ7.5 Φ7.8 Φ7.9 Φ8 外六角H7.5 外六角H8
| Φ0.8 | Φ0.90/0.95/1.00 | ±0.03 | |||||||||||||||
Φ0.9 | Φ1.00/1.05/1.10 | ±0.03 | |||||||||||||||||
Φ1.0 | Φ1.10/1.15/1.20 | ±0.03 | |||||||||||||||||
Φ1.1 | Φ1.20/1.25/1.30 | ±0.03 | |||||||||||||||||
Φ1.2 | Φ1.30/1.35/1.40/1.45 | ±0.03 | |||||||||||||||||
Φ1.3 | Φ1.40/1.45/1.50/1.55/1.60 | ±0.03 | |||||||||||||||||
Φ1.4 | Φ1.50/1.55/1.60/1.65/1.70 | ±0.03 | |||||||||||||||||
>Φ1.4 | 可按客户需求孔径供货 | ±0.03 | |||||||||||||||||
4 | Φ8.5 Φ8.8 Φ8.73 Φ9
| Φ0.8 | Φ0.90/0.95/1.00 | ±0.03 | |||||||||||||||
Φ1.0 | Φ1.10/1.15/1.17/1.20 | ±0.03 | |||||||||||||||||
Φ1.2 | Φ1.30/1.35/1.37/1.40 | ±0.03 | |||||||||||||||||
Φ1.4 | Φ1.50/1.55/1.60/1.65/1.70 | ±0.03 | |||||||||||||||||
Φ1.6 | Φ1.75/1.80/1.85 | ±0.03 | |||||||||||||||||
Φ2.0 | Φ2.20/2.25/2.30 | ±0.03 | |||||||||||||||||
>Φ2.0 | 可按客户需求孔径供货 | ±0.03 | |||||||||||||||||
5 | Φ9.5 Φ10 | Φ0.8 | Φ0.90/0.95/1.00 | ±0.03 | |||||||||||||||
Φ1.0 | Φ1.10/1.15/1.17/1.20 | ±0.03 | |||||||||||||||||
Φ1.2 | Φ1.30/1.35/1.37/1.40或其它孔径 | ±0.03 | |||||||||||||||||
Φ1.4 | Φ1.55/1.60或其它孔径 | ±0.03 | |||||||||||||||||
>Φ1.4 | 可按客户需求孔径供货 | ±0.03 | |||||||||||||||||
6 | Φ12 | Φ1.2 | Φ1.30/1.37/1.40 | ±0.03 | |||||||||||||||
>Φ1.4 | 可按客户需求孔径供货 | ±0.03 | |||||||||||||||||
1.可按客户要求生产其它规格(外径/孔径)的铜管 Other sizes (OD./ID.)are available upon request. 2.如需要更高内孔尺寸精度和更高内孔表面粗糙度,需协商。Tighter bore dimension tolerance or higher bore surface roughness need consultation. | |||||||||||||||||||