
P系列是本公司精心开发成功的新型氮气弹簧。该产品是氮气弹簧中强压力大但结构超紧凑的类型,经过技术改进使得缸管长度超短,在使用占用的空间极小,可使模具体积缩小。该类型可单只独立使用,也可用管路联接多只组成系统使用,而且弹压力还可通过管路系统进行调节。该产品广泛应用于金属冲压、成型、汽车制造、注塑模具、机械设备等领域。
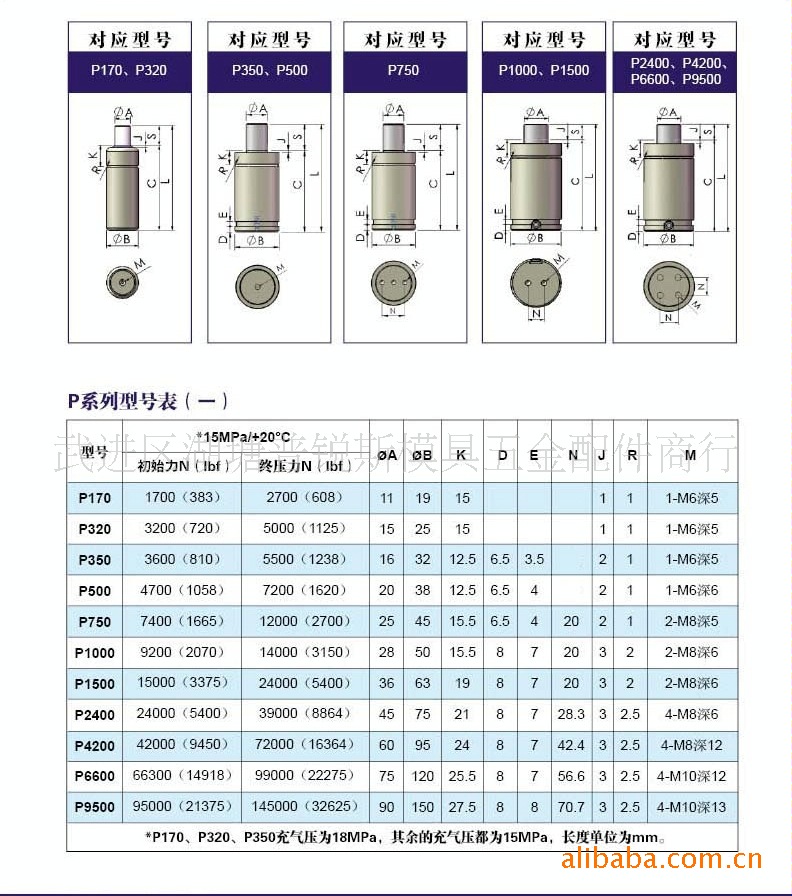
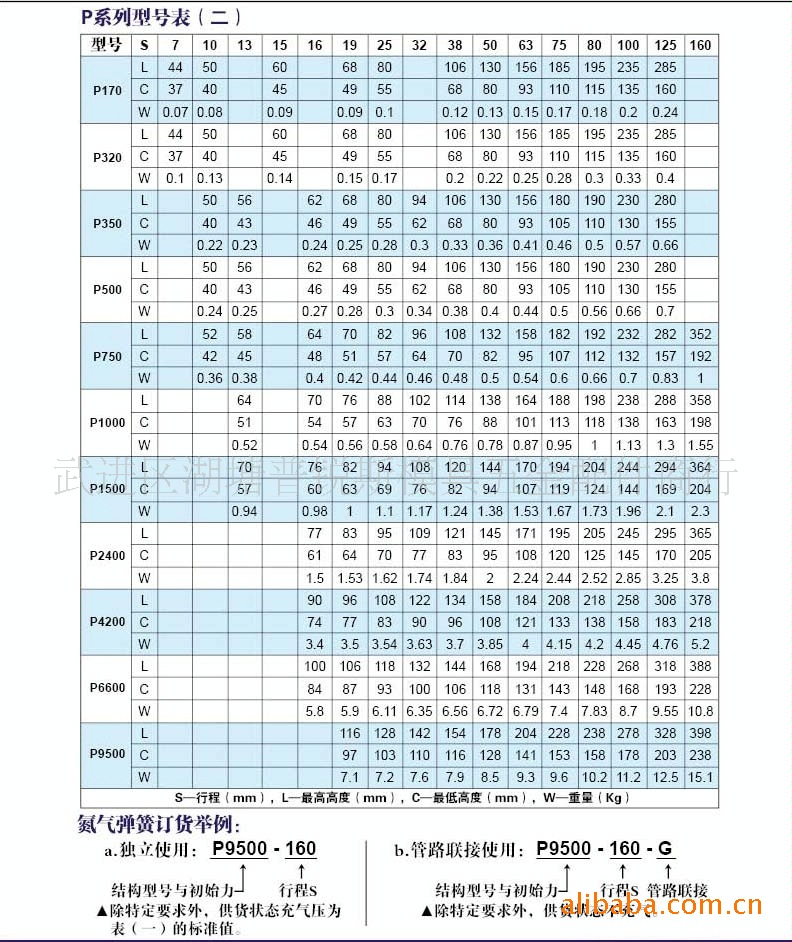
如使用于管路系统中,在订货时需在型号的最后加“-G”的符号。
•压力介质……………………………氮气P系列产品
•最大充气压力…………………………18MPa
•最小充气压力…………………………5MPa
•单位温度弹压力增量…………………±0.3%/℃
•工作环境温度…………………………0℃~+80℃
•最高冲压频率次数……………………100次/分(在20℃时)
•柱塞杆最大行程速度……………………≤0.8米/秒
充气·排气的操作方法:
在负荷的状态下,请不要对氮气弹簧进行充气或排气作业。
充填气体一定要是为氮气(N2)请绝对不要在氮气弹簧内充入可燃、爆炸性气体和挥发性液体,否则有可能引发爆炸事故,非常危险。
请按照气缸刻印标记处所指的压力以下来充填,并且要缓慢升压。充填压力请按照使用说明书所规定的压力范围进行充气。
充气压力范围:3.4MPA-15MPA(20度)
请在活塞杆从气缸中完全露出的状态下进行充气。如果在没有露出的情况下进行充气,开始时的充气压力请设为0.5MPA,等到活塞杆完全露出后再提升压力。请绝对不要直接用高压气体进行急剧充气。否则,有可能造成氮气弹簧的损坏,而且还可能给附近的机器以及人身安全带来重大的损伤和危险。
放弃时,请一定要将氮气弹簧内部的氮气全部排出再做放弃处理。
氮气弹簧行程选择:
氮气弹簧的行程应满足冲压工艺的要求,不同的冲压工序,要求的行程大小都不一样。冲裁分离工序,要求弹压力大、行程小;拉延工序一般要求行程比较大,作为压边力功能的氮气弹簧,要求氮气弹簧的特性曲线比较平缓,在拉延过程中,压边力基本上变化不大,也就是弹压力基本保持恒定;对于顶出、卸件,那就要求有足够的力量和行程;在弯曲和翻边工艺中,通常都要求起始力大,以便能压住工件,防止工件在弯曲过程中产生侧滑或移动,一般说来行程也要求比较大。不论哪一种情况,氮气弹簧的总高度不要太高,以避免发生不稳定的现象,避免氮气弹簧在模具上安装时,结构过于复杂,增加工装费用,如果将氮气弹簧安装在上模内,无论是顶件板或是压边圈,都必须留有间隙,以确保氮气弹簧平稳地工作;有时为了安全起见,避免意外的情况发生,在设计选用氮气弹簧时还考虑加大3-5毫米安全行程,从而保证氮气长久正常地工作。
通常情况下加大3~5mm安全行程,以下是不同冲压工艺特别介绍。
1、 冲裁:在分离工序中往往采用氮气弹簧作为顶件、卸料用。顶件、卸料的行程都要比较小,根据工序要求的行程,通常有10mm便可满足需要,但实际上我们在选用氮气弹簧行程时,最好都要选择20-30mm行程,这样做方才合理,这样有利于加长氮气弹簧的使用寿命。总之,对冲裁氮气弹簧的行程S选择时建议在20mm以上。
2、 拉深:氮气弹簧大多用于获得压边力。常见使用的行程在4080mm,对于拉深----整形工序,一般氮气弹簧的行程等于零件拉深度的质量,提高拉深件的尺寸精度,氮气弹簧的行程应等于零件的高度加8~10mm,总之对拉深件选择氮气弹簧作压边力用,氮气弹簧行程S就等于零件的高度加3~10mm。
3、 弯曲和翻边:弯曲和翻边一般要求比较大的氮气弹簧行程,并在整个工作过程中施加弹压力。以防止零件侧滑或错位。由于工艺需要,除了零件的高度外,需要加上10~20mm的裕量,在模具进行调整时,调整模具的预紧力。


