热熔焊接机采用抽板式结构,应用电加热方法。整机为框架形式,由上模板、下模板、热模板块板组成,并配有热模、上下塑料冷模,动作方式为气动控制。主要适用于家用电器、车灯、汽车溶器等塑件焊接。可根据不同塑件大小设定加热功率和模具尺寸实现多种塑胶工件焊接,操作简单,使用方便。
本热熔焊接机采用抽板式结构,由电加热方法将加热板热量传递给上下塑料加热件的熔接面。使其表面熔融,然后将加热板迅速退出,上下两片加热件加热后熔融面熔合、固化、合为一体。整机为框架形式,由上模板、下模板、热模板块板组成,并配有热模、上下塑料冷模,动作方式为气动控制。主要适用于家用电器、车灯、汽车溶器等塑件焊接。可根据不同塑件大小设定加热功率和模具尺寸实现多种塑胶工件焊接,操作简单,使用方便。
加热板由上下两块组成,用电热管对其加热。本机共设两只温度控制器分别控制上下模温度。焊接时可根据焊接时的实际需要在0~600℃范围内自行设定。
本热熔焊接机控制方式可分为手动和自动两种控制,手动为单件动作,主要用于机构和模具的调试,手动调试好以后,生产时调整到自动。自动控制系统采用可编程控制器(PLC)和触模屏人机界面来控制,各气缸运动为气压推动,操作简便、性能可靠、尺寸紧凑,提高生产效率和质量。所有聚乙烯管道的连接接头必须用电熔或热熔的连接方法,而不得使用机械连接方法,热熔连接的接头比管道自身的强度要大些。接头或连接件都是塑料材质,不存在腐蚀问题。管道连接方法的选取取决于管道制造商的要求和推荐说明,以及现场施工人员所掌握的技术。热熔连接首先把管道修剪、清洗整洁、对齐,然后被加热到其熔点并连接到一起。在工业上热熔技术有热熔和承插连接两种。
⑴热熔对接
热熔对接是将聚乙烯管端界面,利用加热板加热熔融后相互对接融合,经冷却固定连接在一起的方法。通常采用热熔电焊机来加热端管,使其熔化,迅速将其贴合,保持有一定的压力,经冷却达到熔接的目的。各尺寸的聚乙烯管均可采取热熔对接方式连接。但公称直径小于63mm的管材推荐采用电容连接。该方法经济可靠,其接口在承拉和承压时都比管材本身具有更高的强度。
准备工作。对接管段均应管材一致,应尽量采用同一厂配套材料;对接管段外径、壁厚应一致;焊接管材和管件的内外表面,尤其是端口附近应光滑平整,无异状;管材的尺寸偏差等应满足要求;对接管段应具有与焊机匹配的良好的加工与焊接性能;检查焊接系统及电源匹配情况,清理加热板,将焊机各部件的电源接通,并且应有接地保护;按焊机给出的焊接工艺参数设置加热板温度至焊接温度;若是自动焊机,还应设置吸热时间与冷却时间等参数。
热熔对接操作要点。使用该方法时,设备仅需热熔对接焊机,操作要点如下:将带连接管材置于焊接夹具上并夹紧,接着清洁管材待连接端,并铣削连接面,校直两对接件,使其错位量不大于壁厚的10%。然后放入加热板加热。加热完毕后,取出加热板。最后迅速接合两加热面,升压至熔接压力并保压冷却。
深圳市宝安区沙井东信超声设备厂
有需欢迎来电咨询或前来参观!
咨询专线:13510416186王生
13423724789李小姐
公司电话:0755-33878728 33878729
0755-33878727
邮箱: tonsonwzy@126.com
网址:www.sztonson.net
地址:深圳市沙井镇马安山工业区鞍朗路一号
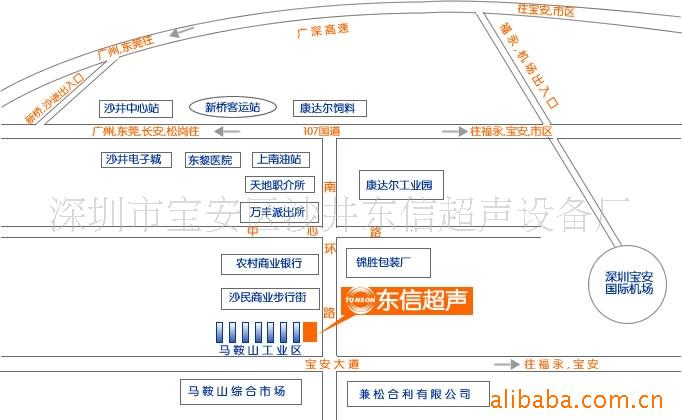
公司专设地图: