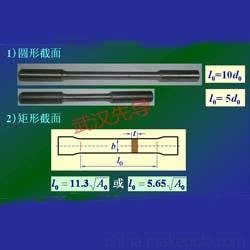
拉伸试样分为比例和定标距两种,一般为经机加工的试祥和不经机加工的全截面试样,其横截面通常为圆形、矩 3.1 形、异形以及不经加工的全截面形状。对全截面试样原始横截面积 F。可根据规定,以名义或实测尺寸进行计算。 3.2 试样平行长度 1: 对圆形试样不小于 lo 十 do,对矩形试样不小于 lo+bo/2。 仲裁试验时,则应分别为 lo+2do、 lo+bo。 3.3 对机加工带头圆形和矩形试样,平行部分至头部的过渡必须缓和,圆弧半径 r 的大小可按试样各部分尺寸、 材质与 机加工工艺而定。对脆性材料,r 应适当加大。试样头部形状和尺寸应按试样大小、材料特性、试验目的以及试验机夹 具的结构进行设计,但须保证轴向的拉伸力。对带头和不带头圆形或矩形试样,其夹持部分的长度至少应为模形夹具长 度的 3/4。 3.4 比例试样系按公式 lo=k 根号 Fo 计算而得的试样,式中系数 K 通常为 5.65 或 11.3, 前者称为短试样,后者称为长试样。 对短、 长比例试样的标距 lo 分别等于 5d。 5.65 根号 Fo 及 10do 或 11.3 根号 Fo。 或 一般应采用短比例试样。长比例试样仅系过渡性质,但如横截面积太小, lo 小于 25mm,为保证测量精度,亦可采用。 但在特殊情况下,根据产品标准或双方协议要求采用 lo=4do 或 8do 的试样时,亦应遵照执行。此时,对矩形试样,lo 应分别等于 4.52 根号 Fo 或 9.04 根号 Fo,对于脆性材料,亦可采用 lo=2.50d。或 2.82 根号 Fo 的试样。 3.5 定标距试样系原始标距 lo 与原始横截面积 Fo 或直径间 do 间无 3.4 所述比例关系。 其标距 lo 和平行长度 l,应按有关标准或双方协议规定执行。 3.6 3.6.1 拉伸试样的分类 棒材试样 对棒材(包括方和六方形等),一般采用圆形试样,其平行部分直径通常为 3~25mm。而各部分尺寸之允许偏差及表面加 工粗糙度符合图 1 的和表 2 的规定。对钢、铜材通常采用 do=10mm,lo=5do 的比例试样,但有时为了考核产品的整体性 能,也可取制 do>25mm 或尽可能大的圆形试样进行试验。通常铝材尺寸偏小,试样可按有关标准或双方协议规定执行。 对软金属,经双方同意,可采用较低表面粗糙度,但对高强材料,则要求高的加工表面粗糙度,直至抛光。 试样分为带头不带头的两种,仲裁试验时应采用前者,后者一般用于不宜或不经机加工而整拉的棒材。 3.6.2 板材试样 对厚、薄板材,一般采用矩形试样,其宽度根据产品厚度(通常为 0.10~25mm),采用 10、12.5、15、20、25 和 30mm 六 种比例试样,尽可能采用 lo=5.65 而的短比例试样。试样厚度一般应为原轧制厚度,但在特殊情况下也允许多号用四面 机加工的试样。 通常试样宽度与厚度之比不大于 421 或 821,其试样按表 10 规定散制,对铝钱材则一般可采用较小宽度。 对厚度小于 0.5mm 的薄板(带),亦可采用定标距试样。试样各部分允许机加工偏 差及侧边加工粗糙度应符合图 2 和表 3 的规定,对四面机加工的矩形试样,其机加工偏差应用于圆形试样,如表 2 所示。 根据有关标准要求,对厚钢板亦可取制垂直轧制面(Z 向)的
400-027-3721 www.xdyq.cn