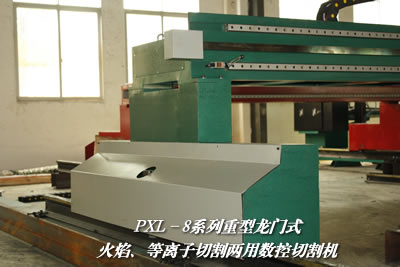
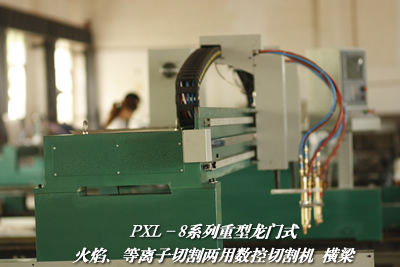
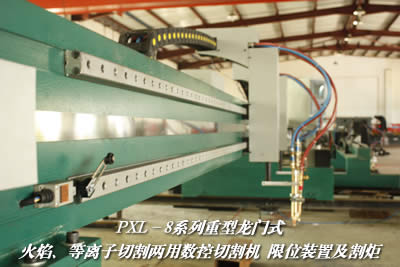
PXL-8B型系列数控切割机属重型龙门式数控切割机,火焰、等离子切割两用。其主要特点是该机型采用了双边驱动的传动方式,这样使得机器运行平稳、定位精度高、外形简洁美观,模块化设计使得机器零部件的互换性强,设备的功能扩展更为简便。用户可根据对工艺需求配置不同的切割方式如火焰单割炬、火焰双割炬、火焰直线三割炬、火焰单割炬+抽条机、火焰双割炬+抽条机和各种规格的等离子割炬等等。
横向跨度:4000mm;有效切割宽度3200mm;纵向切割可根据客户实际需要配置。标准纵向宽度12000mm,有效切割长度10000mm。
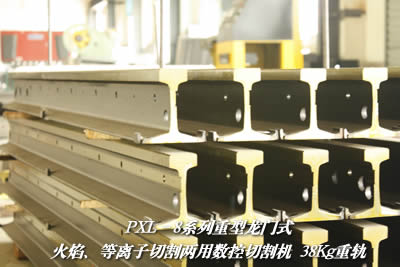
北京斯达特SH-2012H切割机数控系统;双边驱动;三相混合式步进电机驱动;德国行星齿轮减速器;台湾直线导轨;电容自动调高系统一套,含自动点火;38Kg重轨精磨导轨;
PXL-8B型是一种电脑控制、精密机械传动、氧和燃气(丙烷或乙炔)切割三者技术相结合的高效率、高精度、高可靠性的热切割设备。该系列数控切割机整体外形美观,结构合理。横梁机架采用箱式焊接结构,经振动失效处理以消除焊接过程中产生的应力,具有刚性好、精度高、惯性小、工作平稳的特点。机械传动系统采用精密滚动轴承和7级精度的齿轮齿条传动。齿轮箱采用精密行星齿轮减速器,机械结构增设了自动补偿齿隙装置,使之能做到无齿隙传动,保证了切割机良好的使用性能和精度。整机定位精度、重复精度达到JB/T5102-1999标准,切割质量达到JB/T10045.3-1999、JB/T10045.4-1999标准.
PXL-8型采用三相混合式步进电机驱动,运行稳定,配置好,工作效率高,可用于各种异形碳钢、锰钢、不锈钢等金属材料的大、中、小型板材下料。可完成异型板材的多种切割方式,还可根据用户要求配置多把割炬,另可选配电容或等离子自动调高系统。
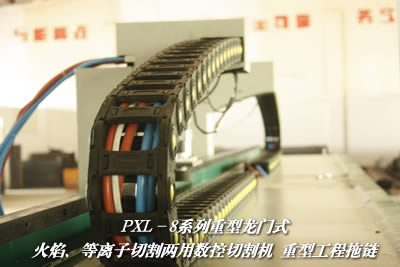
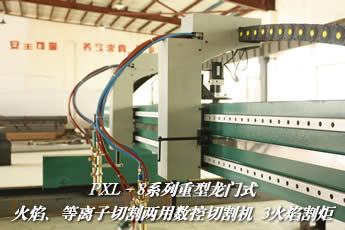
实物图片


基本配置
| 项 目 | 数量 | 单位 | 说 明 |
1 | 主机PXL-8 | 1 | 台 | 武汉朋信天下 |
2 | 驱动方式 |
|
| 双边驱动 |
3 | 机床跨距 | 4000 | ㎜ | 有效切割宽度3200(单割炬时) ,可扩展至6000mm跨度 |
4 | 机床导轨长度 | 12000 | ㎜ | 有效切割长度10000,可根据需要增加导轨 |
5 | 驱动系统 | 3 | 套 | 三相混合式步进电机驱动 |
6 | 减速器 | 3 | 台 | 德国精密减速器 |
7 | 数控系统 | 1 | 套 | 中美合资北京斯达特系统SH-2200;或者按客户实际需要更换为海宝数控系统或其他系统 |
8 | 横向气路电缆传动 | 2 | 套 | 重型工程拖链 |
9 | 横向导轨 | 2 | 根 | 直线导轨,台湾进口 |
10 | 纵向导轨 | 5(合计:10M) | 2M/根 | 经精密加工U71Mn38kg级重型钢轨 |
11 | 数控割炬移动体 | 2 | 组 | 武汉朋信天下 |
12 | 弧压式自动调高 | 1 | 套 | 宏宇达调高(等离子自动调高);或根据实际电源配置选用飞马特或海宝调高 |
13 | 电容式自动调高 | 1 | 套 | 海斯科技(火焰自动调高) |
14 | 自动点火装置 | 1 | 组 | 无锡 |
15 | 回火器 | 4 | 个 | 无锡 |
16 | 分流排 | 1 | 套 | 武汉朋信天下 |
17 | 汇流排 |
| 套 | 5+3汇流排(根据需要配置) |
18 | 直条割矩 |
| 把 | 武汉朋信天下(根据需要配置) |
19 | 等离子电源 | 1 | 台 | 可根据客户需要配置或自行配置 |
20 | 切割方式 |
|
| 乙炔或丙烷+氧气或等离子 切割 |
21 | 套料软件 | 1 | 套 | Fastcam标准版 |
机器主要技术性能指标:
序 号 | 项 目 | 可达指标 |
1 | 有效切割宽度(㎜) | 3200 |
2 | 有效切割长度(㎜) | 10000 |
3 | 火焰切割厚度(㎜) | 碳钢:边缘切割≤200;穿孔切割≤60 |
4 | 割炬升降行程(㎜) | 1-120 |
5 | 切割速度(mm/min) | 具体详见附件1《火焰切割技术参考表》 |
6 | 整机运行速度(mm/min) | 50-6000mm/min |
7 | 设定速度误差(%) | ≤±5% |
8 | 自动调高精度(mm) | ≤±1.0mm |
9 | 纵向直线精度 | ±0.5mm/10m |
10 | 直线重复精度 | ±0.5mm/10m |
11 | 整机综合精度 (以右综合图形为准)边长(四边)1000╳1000 划线速度500-800mm/min | 
|
| 12 | 导轨安装精度 | 1).导轨侧面直线度:0.5mm/10000mm 2).导轨纵向轨面与水平面平行度:±0.5mm/10000mm |
13 | 交点偏移 | 1.0㎜ | A)设备整机定位精度、重复精度:符合JB/T5102-1999标准 B)切割尺寸精度、切面质量:符合JB/T10045.3-1999标准 |
14 | 直线度 | 0.5㎜ |
15 | 圆 度 | 1.0㎜ |
16 | 对角线差 | 1.0㎜ |
17 | 重复定位精度 | 0.5㎜ |
18 | 机器划线精度 | ≤0.5mm |
|
19 | 切割表面质量(粗糙度) (选δ=25板材) |
| Rz(um)=70+1.2a 目测:粗糙度12.5 |


