深圳市锐天电子科技有限公司主营产品:铁氟龙耐高温胶带(中兴化成AGF-100FR、ASF-110FR;日东973UL-S、903UL;本多HAT-F13);富士硅胶皮、热压硅胶条;富士滤光片、滤色片;富士感压纸;撕膜胶带;贴片胶带;剥离胶带;无声胶带;ACF除去液RW-66/G-430/G-450;汰涤笔Tidy pen;荻野裁片刀及海棉条;日本进口LCD切割刀轮,刀轴;LCD灌晶海棉;硅胶系列产品等。价格优惠,欢迎洽谈!
 切割钨刀轮 | |||||||||||||||||||||||
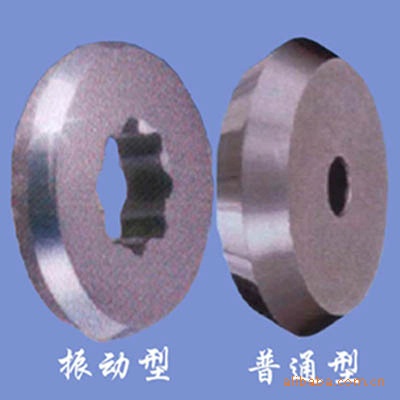
| 型 号: | 振动型/普通型 | ||||||||||||||||||||||
| 详细信息: | 一、研磨方法
首家采用计算机控制的放电研磨方式加工,刀轮的面是极为尖锐的.放电研磨加工的特性 (1)、计算机控制的研磨,产品质素不会有差异 (2)、刀轮尖头R极为细,针对小型玻璃,可用非常低压切割的原故,故此切割线非常漂亮 (3)、因为具备最好的切割状态,不论玻璃种类,硬度及厚度皆合用 二、材料及特性 TOYO公司的刀轮大致上分为超硬及钻石(DIAMOND COMPACT)制.因基本的材料不同, 切割的对象, 寿命及价格都有所不同.
刀轮的形状分为标准形(STANDARD WHEEL)及内径异形的掁动形(TAP WHEEL). WHEEL 角度设定基准 (1)、SODA GLASS (青板)
(2)、硬质GLASS (白板)
以上的设定值是TOYO公司的推荐的, 但因基板的特性及玻璃外层的种类会有改变. 三、刀轮及刀轴的耐用期 要确保有好的切割条件,刀轮及刀轴需定时更换, 以下为判断限期方法: (1)、全体发生跳线 (2)、切割后出现FIBER (3)、入不到切割线 即使BREAK也不能切断切割线 由于刀轮及刀轴(PIN)间有磨耗的问题, 一般在更换2次刀轮后要更1次刀轴 (PIN) 四、 刀轴的特性 1、适用性广 新的刀轮是由放电研磨力工方式制造的.它不但适合切割工业玻璃,亦十份适合液晶玻璃,石英玻璃,玻璃管及 硬玻璃等传统的刀轮难切的玻璃. 2、提高合格率 SATIN-FINISH WHEEL在玻璃上有极好的滑行力并可在比传统刀轮更低压下切割(约0.4kg/cm²), 因此得出 很好而并没有粗纹的切割面. 这能确保接着的工序顺畅及提高合格率. 3、切割面平坦 由于刀轮是以放电研磨方式制造,客户可确保在何时皆得到稳定切割品质. 4、耐用性上显著提高 跟据玻璃的种类,硬度而更换电极棒,因此轮边的研磨很尖锐,因此显著地增强了耐用性. 5、放电研磨分类 跟据玻璃的硬度及种类,有不同的研磨分类.目的为达到最好的切割条件及更长的刀轮寿命 |