四、质量控制要点
沟槽管件连接除支架设置要合理外,最大的质量通病是渗漏。产生渗漏的原因主要有以下几点:
1、在沟槽管件施工前,应对操作人员进行培训,使操作人员熟悉施工要点,最大程度避免安装工艺不正确引起的渗漏。
2、管子切口不平整,容易引起渗漏。在实际施工中,管口平整度误差应不大于1.5毫米,确保连接时对接平直。
3、橡胶圈在操作中应先用刷子将橡胶圈清扫干净后再使用。
4、卡箍安装时,应对称拧紧螺栓,使橡胶圈受力均匀,确保管路密闭。
针对这些产生渗漏的主要原因,采取妥善有效措施,能最大限度地杜绝管路连接的渗漏,确保工程优良施工。
一、选用指南
1、管接头口径的选择,请按管道的外径选择管接头;
2、管接头的工作压力的选择:
- 如果管道中介的压力波动较小,可按介质的平均压力选择相应工作压力的管接头;
- 如果管道中的介质具有不经常出现的压力波动,则除按(1)中要求选择管接头工作压力外,还应保证介质的最大压力不得超过工作压力1.5倍,否则按介质的最大压力选择相应工作压力的管接头;
- 如果管道中介质经常出现较大的压力波动,则应按介质出现的最大压力选择相应工作压力的管接头;
- 负压管道可选用最低工作压力的管接头。
3、胶圈种类的选择
(1)本公司生产密封胶圈的材质和适应的条件
适用条件 | 适用介质 | 适合温度 |
天然橡胶 | 空气、水 | -35℃~+80℃ |
合成橡胶 | 空气、水、煤气、矿物油、电厂除尘 | -35℃~+140℃ |
(2)根据不同使用条件选用与之适应的胶圈
- 普通橡胶密封圈-35℃~+60℃;
- 耐油橡胶密封圈-35℃~+80℃;
- 耐热橡胶密封圈-35℃~+140℃;
- 耐酸碱橡胶密封圈适用含30%硫酸、36%盐酸和50%烧碱等溶液。
4、管卡表面采取防腐措施
- 普通办法:表面一般采取浸漆处理。
- 特殊办法:表面进行树脂喷涂处理(涂层厚100u左右)。
二、安装方法及要求
1、管端切割要求
- 切割后的管口端面应与管轴线垂直,垂直度的误差不得大于2mm;
- 管道应尽量采用切割机切割,也可采用氧-乙炔焰切割,但应避免出现过大的凹缺口及轴向割缝;
- 切割后的管口应修整,必须除区毛刺并在管外侧适当倒棱以免损伤胶圈,破坏密封。
2、管端焊接的要求
对C型管接头(钢环的焊接)
- 钢环的焊接单面或双面周边均连续角焊接;
- 为了焊接钢环的位置准确,必须使用卡规定位,卡规必须贴靠管口,然后拧紧卡规上的螺钉,是钢环既贴靠卡规上,有贴靠在管壁上,先点焊(在周边上对称焊几点)在拿掉卡规进行连续焊接(卡规由本公司提供)
- 应使用Φ2.5mm直径焊条,焊角宽度不大于2mm;
- 焊后要检查如发现焊脚宽时要进行修整,以免在安装时垫起管卡。
对S型管接头(钢带的焊接)
- 焊接钢带时,把钢带套在管端并摆正后,进行焊接;
- 钢带焊后,要确认焊缝不渗漏。
对G型管接头(短节的焊接)
- 在车床加工出来带槽的短节,然后再把短节焊在管端上,焊接后确认不渗漏;
- 也可以用车床把槽直接加工出来,或者用滚压的方法把槽加工出来。
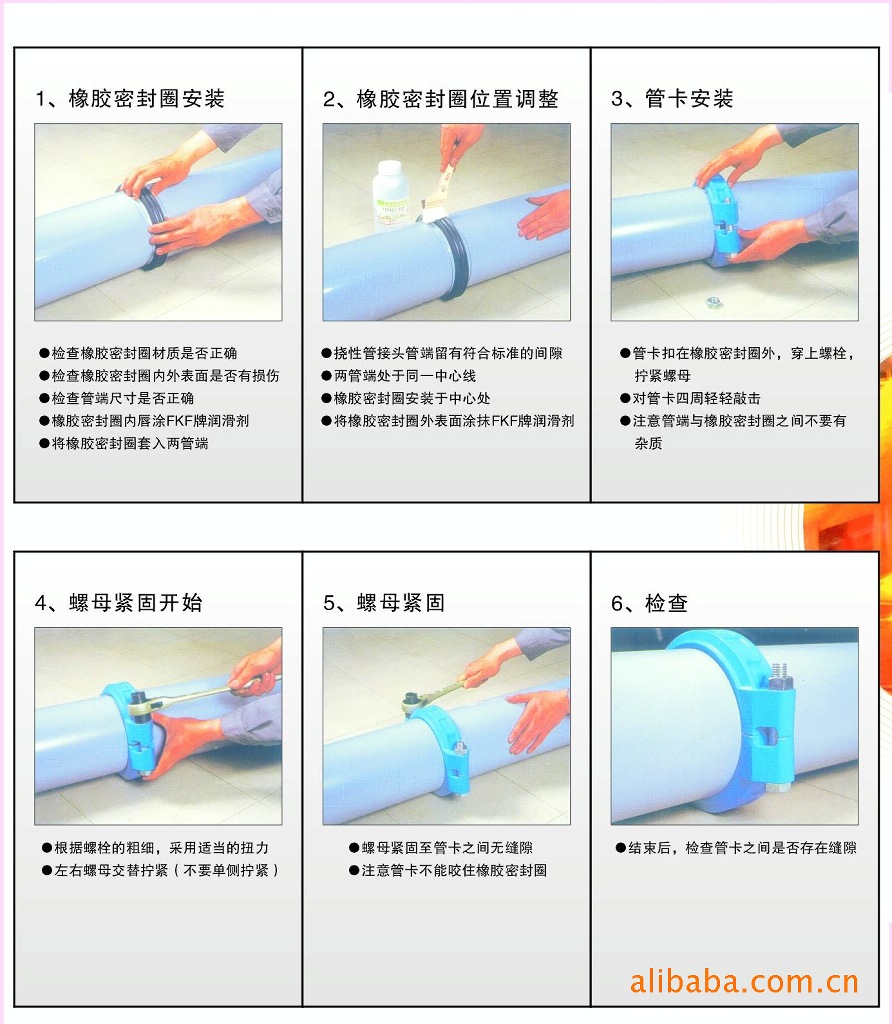
3、胶圈的安装
- 安装前要坚持胶圈标记及管口是否损伤。并擦拭管口,除去泥沙污物;
- 安装胶圈时要避免损伤胶圈的唇边,发现胶圈唇边损坏时应更换焦圈。
- 调整胶圈位置,使胶圈与两侧钢环的距离相同。
4、管卡的安装
- 安装前应检查管卡的规格型号是否正确,除去沟槽内泥沙然后在胶圈外表面涂刷肥皂水;
- 安装管卡时要注意使钢环入槽,防止管卡其在钢环上;
- 两侧螺栓的拧紧要同步进行,互相照顾,并主义观察胶圈的状态。当发现一侧有咬圈迹象时要放松对方螺栓,然后再继续拧紧该螺栓直至克服咬圈点,当克服咬圈点后,两侧螺栓再同时拧紧,直至管卡之间结合处贴紧,不存在缝隙为止。
- 对于有震动的使用场合,应采用弹簧垫圈防松。






