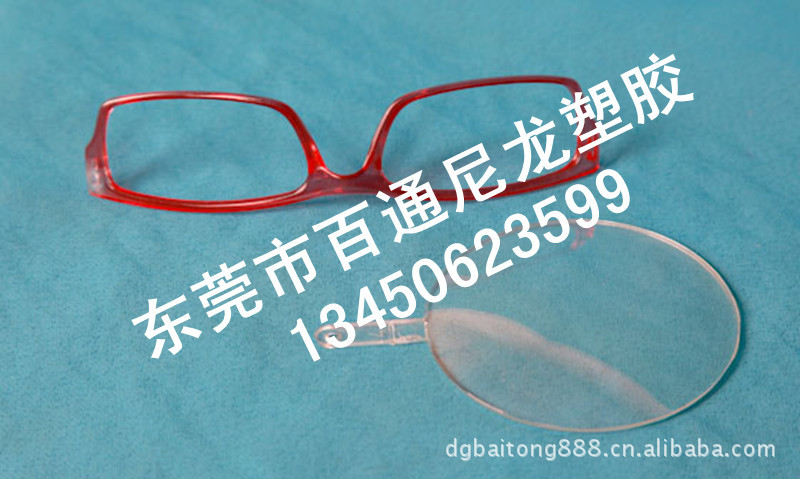
尼龙工厂专业供应透明尼龙PA12塑料颗粒,可以注塑也可以挤出成型,高透明,高回弹性,低收缩率、低吸水率、抗冲击,可以注塑也可以挤出成型,用于制作镜片、镜架、齿轮,视窗、油杯、刹车管,油管,电线电缆护套,医疗器械消毒器具及奶瓶、餐饮器具、耐腐蚀耐高温透明制品。
1:本工厂自备各类塑胶检测设备,可检测塑胶粒环保,拉伸强度,弯曲强度,冲击强度,热变形温度,熔指等,本工厂每批次生产货物都提前严格检测,确保性能一致,方可大量生产。确保客人所用每批货物质量稳定,无退货现象。
2:以上产品报价仅供参考,因行情随时会有变化,价格也会跟随有所变化,另上述报价只是针对该款物性的料的报价,若不同要求的物性,价格也有所不同。具体请联系我公司销售人员,全国24小时服务热线:134 5062 3599 陈先生,谢谢合作!
3:以上描述的产品和报价是公司在市场销售反应相当好的料,也是长期有库存,长期生产的料。但每个客户每个产品都有不同要求,所以我司建议每个客人和我司销售人员联系时,请说出贵司产品的详细要求,同时请把贵司产品寄到我公司,我公司可以对产品进行详细物性测试,得出具体数据,从而为贵司更准确的量身定做出最符合贵司产品,性价比最高的一款料。
PA12成型加工要求说明:
1. 充分干燥到含水率小于0.1%非常重要,否则注塑挤出成型出来的制品就会发白(气白雾)、发黄、发泡、银文,脆裂,外表难看,机械性能变差,且原料损耗大;
2. 干燥:最好使用除湿干燥机(把潮湿的空气干燥后,再送如干燥机)用干燥的空气带走原料中的水分,这样成型的制品外观、性能合格;如果没有除湿干燥机,请选择天气晴朗、空气湿度小于50%时才生产;
3. 如果干燥充分、塑件还是发白,请提高料筒的注塑温度,使原料充分塑化;
判断:塑件一定要同原料的颜色、透明度一样,说明你的注塑工艺正确。
注塑工艺
1.干燥:80℃以下(不要超过80℃) 干燥4-8小时(干燥机一定要装在注塑机上面)
2.料筒温度:
进料段:220—230℃
中段:245—255℃
出料段:255—265℃
喷嘴:245—255℃
模温:60-110℃
注射压力:80—110Mpa
成型周期:20—25秒
螺杆转速:30—60 r/min
说明:1.若充模不满:提高炮筒温度10—15℃,也不要提高注塑压力和速度,以免产生水花;
2.若塑件发白起雾:请提高料筒温度10-15℃,压力70-100MPA,速度中速,使排气良好;
3.若粘模或者变黄色:请降低炮筒温度10—15℃,降低注塑压力和速度;
4.烁斑的解决方法:
(1)充分干燥是前提,消除污染(包括水分);
(2)降低料温,分段调节料筒温度;
(3)增加注射压力;
(4)增加或减少预塑背压压力,减少螺杆转速。
注:
1:以下产品图片均为我工厂百分百实物拍摄,最终解释权归我司所有,盗版必究。
2:以下图片仅供参考,因灯光或相机因素,图片和实物在外观上存在一点点小差异(具体实物外观会更加美观),具体实物还请联系我司销售人员。全国24小时服务热线:134 5062 3599 陈先生,谢谢合作!