本产品为镍铁合金低温铸铁焊条,具有高搞裂性,主要焊补球墨铸铁,灰口铸铁及普通生铁工件。
规格:¢2.4、3.2mm
焊条特性 拉力:480Mpa
屈曲力:300Mpa
硬度:220HB
合金类:ENife-CI
Z408铸铁焊条 型号GB/T:EZNiFe-1 相当于AWS:ENiFe-CI
用途:用于重要的高强度灰口铸铁及球墨铸铁的焊补,如汽缸、发动机、座齿轮等。
Z408A铸铁焊条 型号GB/T:EZNiFe-Cu
用途:用于重要的高强度灰口铸铁及球墨铸铁的焊补,如汽缸、发动机、座齿轮等。
Z438铸铁焊条 型号GB/T:EZNiFe-1
用途:用于球墨铸铁、高强度铸铁件加工面和非加工面的焊补。
Z508铸铁焊条 型号:EZNiCu-1
用途:用于强度不高的灰口铸铁件焊补
铸铁焊条使用说明及简明表
产品描述:
铸铁焊条 生产许可证号:XK06-142 0529
铸铁焊条使用说明
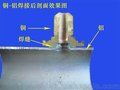
由于铸铁的含碳量高,组织不均匀,塑性低,所以属于可焊性不良的材料。在焊接过程中易产生白口,裂纹和气孔等缺陷,因此铸铁焊补对焊工技术熟练程度要求也较高,铸铁焊补大抵可分预热焊和冷态焊两种。
为了保证焊接效果,建议采用下列焊接措施,供不同材质铸件和缺陷焊补时参考和选用。
EZC型灰口铸铁焊条
EZC 型钢芯强石墨化型药皮铸铁焊条,可交、直流两用。钢芯铸铁焊条药皮中加入适量石墨化元素,焊缝在缓慢冷却时可变成灰口铸铁,冷却速度快,就会产生白口而不易加工。冷却速度对切削加工性和焊缝组织影响很大,因为,操作工艺与一般冷焊焊条不同,该焊条要求连续施焊,焊后保温,以使焊缝缓冷。 灰口铸铁焊逢和组织、性能、颜色,基本与母材相近,但由于塑性差,不能松驰焊接应力,搞热应力裂纹性能较差。小型薄壁件刚度较小部位的缺陷,可以不预热焊,而一般则应预热至400左右再焊,焊后缓冷,这样可以防止裂纹和白口。
EZNi型纯镍铸铁焊条
EZNi型是纯镍芯强石墨化型药皮铸铁焊条,交直流两用,可进行全位置焊接。施焊时,焊件可不预热是铸铁冷焊焊条中抗裂性、切削加工性、操作工艺及力学性能等综合性能较好的一种焊条,广泛使用于铸铁薄件及加工面的补焊。
EZNiFe型纯镍铸铁焊条
EZNiFe型是纯镍芯强石墨化型药皮的铸铁焊条,交直流两用,可进行全位置焊接。施焊时,焊件可不预热,具有强度高、塑性好、搞裂性优良,并与母材熔合好等特点。可用于重要灰口铸铁及球墨铸铁的补焊。
EZNiCu型镍铜铸铁焊条 EZNiCu型是镍铜合金焊芯强石墨化药皮的铸铁焊条,交直流两用,可进行全位置焊接。工艺性能和切削加工性能接近及型焊条,但由于收缩率较大,焊缝金属抗拉强度较低,不宜用于刚度大的铸件补焊。可在常温或低温预热至300左右焊接。用于强度要求不高,塑性要求好的灰口铸件的补焊。
Z607
铸铁焊条
用途:多用于一般灰口铸铁非加工面的焊补.
Z612铸铁焊条
用途:多用于一般灰口铸铁非加工面的焊补,如汽缸体的焊补等
本店所有产品,请联系卖家进行洽谈,确定价格再进行购买
是耐磨焊条及特种电焊条的生产厂家.我公司资金、技术力量雄厚,检测设备齐全,并配有精端的机加工设备。 生产耐磨焊条,不锈钢焊条,铸铁焊条,耐热钢焊条,钴基焊条,银焊条,
北京,上海,天津,广东省,福建省,海南,安徽省,贵州省,甘肃省,广西省,河南省,黑龙江省,湖北省,湖南省,吉林省,江苏省,江西省,辽宁省,内蒙古省,宁夏,青海省,山东省,山西省,陕西省,四川省,西藏,新疆,云南省,浙江省引进具有国际先进水平的焊条生产线和配套齐全的检测设备.主要产品有耐磨堆焊焊条D707、D938、D802、TDM-9、D618及特种焊条TS306防水电焊条、不锈钢条、铸铁焊条、钴基焊条、防水焊条,三用焊条,部分进口焊条等,公司也可根据客户要求进行生产。产品广泛应用于水泥厂、发电厂、铁路、糖厂、砖瓦厂、模具、石油、粉尘泵阀、泥浆泵叶轮、挖泥船等多行业。在国内外市场上享有很高的声誉耐腐蚀钢;耐侯钢及耐火钢焊条:J350/J357 J507MoNb J507MoW J507CrNi J506CrNiCu J557NiMo ND钢专用焊条 JNS钢专用焊条 CORTEN A钢专用焊条 CORTEN B钢专用焊条 08Cr2A1Mo钢专用焊条
低合金钢焊条:J507R J507GR J507GRH J507RH J507NiTiB J507HIC J507SH J557MoV J607Ni J607RH J607Fe J707G 707Ni J707RH 807G J807RH J857Cr J907Cr J907G J107 107Cr J107G
钼及鉻钼耐热钢焊条:R107 R207 R307 R317 R327 R337 R347 R407 R507 R707 R807 R817 R307L R317L R407L
低温钢焊条: W607 W607H W707Ni W907Ni W107 W107Ni W406Fe
不锈钢焊条: G202 G207 G217 G242 G247 G257 G267 G302 G307 G357 G357M G367 367M G200 M520B M831A M837A A002 A002A A002Nb 347L A002 022L A032 2209-16 A042 A052 A062 309L A072 A082 A102 A102A A107 A132 A137 A142 19-9-6 A146 A172 A202 A207 A212 A222 A232 A237 A242 A257 A302 A307 A312 A317 A402 A407 A412 A422 A427 A432 A502 A507 A607
耐磨堆焊焊条: D107 D112 D127 D132 D146 D156 D167 D172 D207 D212 D227 D237 D246 D256 D266 D276 D307 D317A D322 D327A D337 D386 D397 D406 D417 D507 D507Mo D512 D516M D516MA D517 D547Mo D557 D577 D608 D618 D628 D632 D638 D642 D646 D658 D667 D687 D688 D698 D707 D707A D708A D802 D812 D822 D842 D900 D58 G207D D856 D107堆焊焊条 D112堆焊焊条 D127堆焊焊条 D132堆焊焊条 D146堆焊焊条 D156堆焊焊条 D167堆焊焊条 D172堆焊焊条 D207堆焊焊条 D212堆焊焊条 D227堆焊焊条 D237堆焊焊条 D246堆焊焊条 D256堆焊焊条 D266堆焊焊条 D276堆焊焊条 D307堆焊焊条 D317A堆焊焊条 D322堆焊焊条 D327A堆焊焊条 D337堆焊焊条 D386堆焊焊条 D397堆焊焊条 D406堆焊焊条 D417堆焊焊条 D507堆焊焊条 D507Mo堆焊焊条 D512堆焊焊条 D516M堆焊焊条 D516MA堆焊焊条 D517堆焊焊条 D547Mo堆焊焊条 D557堆焊焊条 D577堆焊焊条 D608堆焊焊条 D618堆焊焊条 D628堆焊焊条 D632堆焊焊条 D638堆焊焊条 D642堆焊焊条 D646堆焊焊条 D658堆焊焊条 D667堆焊焊条 D687堆焊焊条 D688堆焊焊条 D698堆焊焊条 D707堆焊焊条 D707A堆焊焊条 D708A堆焊焊条 D802钴基堆焊焊条 D812钴基堆焊焊条 D822钴基堆焊焊条 D842钴基堆焊焊条堆焊焊条 D900堆焊焊条 D58堆焊焊条 G207D堆焊焊条堆焊焊条 D856
铸铁焊条:Z116铸铁焊条 Z117铸铁焊条 Z208铸铁焊条 Z248铸铁焊条 Z308铸铁焊条 Z408铸铁焊条 Z508铸铁焊条
镍及镍合金焊条:Ni102镍焊条 Ni202镍焊条 Ni207镍焊条 Ni307镍焊条 Ni317镍焊条 Ni327镍焊条 Ni337镍焊条 Ni347镍焊条 Ni357镍焊条 Ni307B镍焊条 TH103镍焊条 TH105镍焊条
镍及镍合金焊丝:ERNi-1纯镍焊丝 ERNiCr-3镍铬钼焊丝 ERNiCu-7镍铜焊丝 ERNiFeCr-1镍铬铁焊丝 ERNiFeCr-2镍铁铬焊丝
钴基合金堆焊焊丝: HS111钴基焊丝 HS112钴基焊丝 Co106钴基焊丝 司太立钴基焊条D802 D802司太立钴基焊条
不锈钢焊条: G202铬不锈钢焊条 G207铬不锈钢焊条 G217铬不锈钢焊条 G242铬不锈钢焊条 G247铬不锈钢焊条 G257铬不锈钢焊条 G267铬不锈钢焊条 G302铬不锈钢焊条 G307铬不锈钢焊条 G357铬不锈钢焊条 G357M铬不锈钢焊条 G367铬不锈钢焊条 367M铬不锈钢焊条 G200铬不锈钢焊条 M520B M831A M837A A002超低碳不锈钢焊条 A002超低碳不锈钢焊条 A002Nb超低碳不锈钢焊条 347L超低碳不锈钢焊条 A002超低碳不锈钢焊条 022L超低碳不锈钢焊条 A032超 碳不锈钢焊条 2209-16双相不锈钢焊条 2553双相不锈钢焊条 2205双相不锈钢焊条 2594双相不锈钢焊条 A042超低碳不锈钢焊条 A052超低碳不锈钢焊条 A062超低碳不锈钢焊条 309L超低碳不锈钢焊条 A072超低碳不锈钢焊条 A082超低碳不锈钢焊条 A102不锈钢焊条