销售代理注塑级PLA 高透明度PLA树脂 3251D 注塑成型
美国NatureWorks PLA Ingeo 3251D
较好的流动性因而可以做很薄的制品
它是专为注塑应用的规格,可满足透明和不透明要求,并且具有高光泽,耐紫外线和高刚度。
应用包括餐具,杯子,盘子。碟,和室外环保制品等。



现货供应,试样10kg起订
长期代理各种PLA原料,注塑级,挤出级,食品级,耐热级,吹塑级,阻燃级,透明级等。
保质保量,价格优惠,货源稳定. 第一手货源,可提供材料的物性表,UL黄卡,SGS报告,MSDS证书,FDA等相关证书.
可开17%增值税发票,量大从优,欢迎广大客户来人来电洽谈。
联系人:许生
手机:15024155808
部分产品可提供散料试样

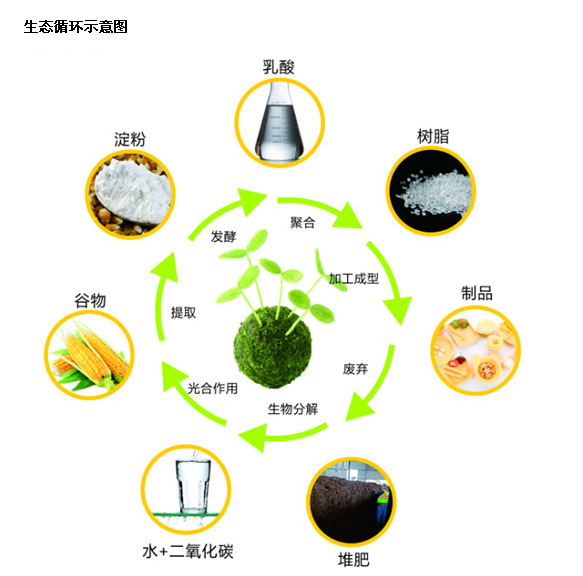
PLA聚乳酸是以乳酸为主要原料聚合得到的聚合物,原料来源充分而且可以再生。聚乳酸的生产过程无污染,而且产品可以生物降解,实现在自然界中的循环,因此是理想的绿色高分子材料。聚乳酸(PLA)是一种新型的生物降解材料,使用可再生的植物资源(如玉米)所提出的淀粉原料制成。淀粉原料经由发酵过程制成乳酸,再通过化学合成转换成聚乳酸。其具有良好的生物可降解性,使用后能被自然界中微生物完全降解,最终生成二氧化碳和水,不污染环境,这对保护环境非常有利,是公认的环境友好材料。
聚乳酸的热稳定性好,加工温度170~230℃,有好的抗溶剂性,可用多种方式进行加工,如挤压、纺丝、双轴拉伸,注射吹塑。由聚乳酸制成的产品除能生物降解外,生物相容性、光泽度、透明性、手感和耐热性好,聚乳酸(PLA)还具有一定的耐菌性、阻燃性和抗紫外性,因此用途十分广泛,可用作包装材料、纤维和非织造物等,目前主要用于服装(内衣、外衣)、产业(建筑、农业、林业、造纸)和医疗卫生等领域。
聚乳酸(PLA)以玉米、木薯等农作物为原料,经微生物发酵、提取制得乳酸,再经过精制、脱水低聚、高温裂解、聚合而成。PLA具有优异的生物降解性,废弃后一年内能被土壤中的微生物完全降解,生成CO2和水,对环境不产生污染。PLA本身属脂肪族聚酯,具有通用高分子材料的基本特性,有着良好的机械加工性能,收缩率低,能够胜任大多数合成塑料的用途,被广泛用于制作包装材料、一次性餐具、家电外壳、纤维、3D耗材等。其适合注塑、挤出加工的产品包括透明和非透明的餐具、文具、玩具、园艺用品及户外休闲用品等等。
注塑成型详细信息:
一、模具的要求:
1,模具的冷却效果要求要好,必须配备冷水机。如200g的注射成型机,配备2千瓦的冷水机。(或采用温度低于25℃的地下水)
2,薄壁制品的模具的注射速度相对较快,厚壁制品的模具的注射速度相对较慢;制品厚度最好不超过6mm,且模具的型芯、型腔或前后模板、滑动块都需要通水加以冷却,模具温度需控制在20~30℃。
3,不同的产品对模具的要求是不同的,特别是浇口部位。制品厚度在3-5mm范围,注射行程又较短的,可用点浇口,浇口直径D在1.0-1.5mm之间;如果是薄壁制品,厚度在1mm以内的,建议使用直浇口,浇口直径D>3.0mm,或使用热流道进行注塑,此时浇口直径可控制在0.8-1.0mm。
4,模具其它参数要求,分型面的尺寸精度要小求于0.02mm;注塑深度较大的容器类产品,脱模斜度一般需求是外表面不小于1.5度,内表面不小于3.0度。
二、干燥:
PLA在出厂时已经进行过结晶干燥处理,结晶后的树脂最高耐热温度110℃,水份含量小于200ppm,并存放在充有氮气的铝箔袋中,外加盒子或袋子保护。使用前需保持包装的密封,使用后需迅速密封未使用的物料,否则将出现吸潮现象,吸潮后的树脂在注塑过程中可能会出现材料流动性变大、加工出的制品变脆、制品表面出现银纹、模具抛光面出现白色物质等现象。若物料在空气中暴露时间超过1小时,需重新干燥才能使用。若物料在空气中暴露时间小于1小时,可以直接使用,但在空气湿度较大的环境中不排除吸水的可能。
重新干燥时,禁止使用未经除湿的热空气(使用无除湿机的干燥设备,不但不能达到干燥效果,反而会加速PLA的吸水),必须使用经过除湿干燥的空气,以保证加入料斗的PLA树脂在干燥过程中不吸潮。在使用普通烘箱时,必须配备除湿设备对鼓入烘箱的空气进行除湿干燥,建议使用的设备为信易牌SD-H系列蜂巢转轮除湿设备,或有着相同效果的其他类型除湿设备。
注意:注塑加工时,如模具的的注塑克重较小,建议在物料配色时,25公斤/包的树脂不要一次性全部使用。可先称取一半,另外的马上使用热封口装置做密封处理,目的是使物料尽量短的时间曝露在空气中。如果注塑厂家有除湿设备,建议在注塑过程中使用,阻止物料在加工过程中吸潮,则以上问题可以忽略。
三、PLA树脂与其他通用树脂不同,需遵从下面特殊处理方式
1.使用低粘度聚苯乙烯或聚丙烯清洗注塑机,将温度保持在稳定状态下。
2.确保加料斗内的空气湿度是露点-40℃以下,且要避免灰尘污染。
3.在以上的条件下,将PLA树脂倒入注塑机中。
4.调节设备温度至PLA树脂的加工温度。
5.关机的时候,使用低粘度的聚苯乙烯或聚丙烯清洁机器。
注意事项:
在成型过程中,作短时间(一般是半个小时以内)停机时,将料斗底部的挡板封上;再将料筒内的剩料排空,以防喂料喉堵塞。确认要重新开始生产时,方可打开挡板加入物料。
如果在加工过程中出现物料变色、降解现象时,应立即采取措施,排空料筒储料,观察物料的状态,看是否恢复正常。如正常可继续生产;如不正常,则要做相应的调整。
四、再生料回收处理
PLA再生料可以回收利用,需要注意的是再生料因为没有经过结晶处理,最高耐热温度只有58℃。回收料可以通过以下两种方式进行处理,重新干燥后可与新料以任意比例混合使用。