
这个是大型的丝杠一看那只手就明白了,是不是很粗的丝杠,螺距很大,并且,非常的长,但是透过丝杠的照片不好表现
这个是细长轴,是不是很多呢?要是几个细长丝杠是没有那么简单的,要比这麻烦的多了
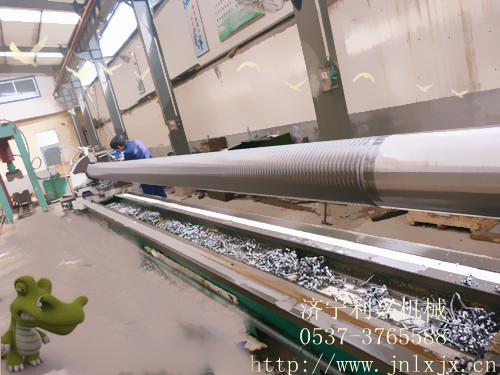
这个事很长的丝杠,有13米长,而且加工的周期也是很长的,那个专业人员很认真的。

丝杠的制作好了,丝杠螺母也很重要,有的从两家定做,对应不上,如果从一家定就不会这样了。我们有三包服务。
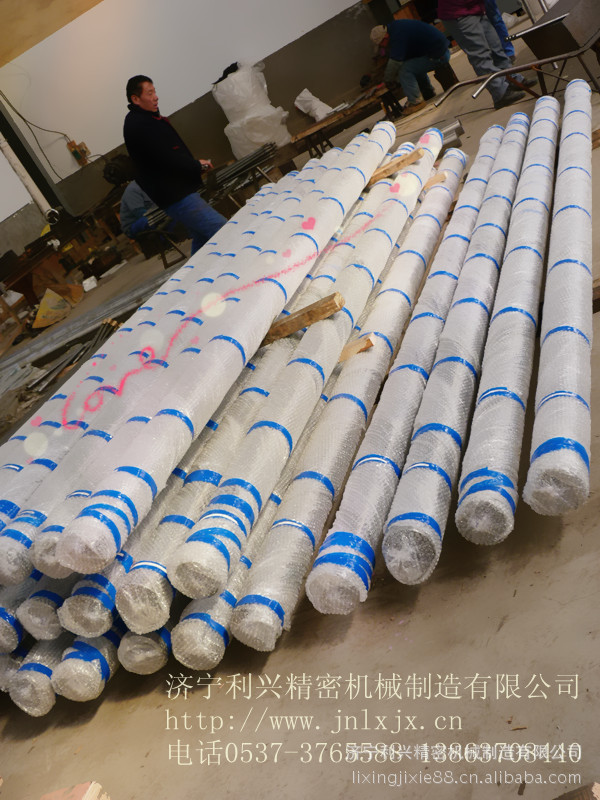
这个丝杠大型丝杠的包装,因为很大,要好好的保护好我们的丝杠

一般的用木装,里面有塑料装,一般情况下我们包装之前要精磨,并涂上防锈油,以防丝杠能保存的时间更长。
细长丝杠合理选择车刀的几何形状
车削细长丝杠时,由于工件刚性差,刀具几何形状对工件产生的振动非常敏感。如果车刀的几何形状选择不当,也不可能得到良好的效果。选择时主要考虑以下几点:
1.为了减少切削力,减少细长轴的弯曲,车刀的主编角取75°~93°。
2.为了减小切削力,应该选择较大的前角,取15°~30°。
3.车刀前面应该磨有R1.5~3的断屑槽,使切屑卷曲折断。
4.选择负的刃倾角,取-3°~-10°,使切屑流向待加工表面。另一方面,车刀也容易切入工件,并可减少切削力。
5.刀刃粗糙度要高,并要经常保持锋利。
6.为了减少径向切削力,刀尖半径应选得较小(R﹤0.3mm),倒棱的宽度也应选得较小。
细长丝杠采用双刀架对刀切削
利用切削力和工件受力变形相抵消的原理,采用双刀架对中,即不需要使用中心架,也不需要使用跟刀架,只需采用适当刀具几何角度的双刀“对刀”切削,不但大大减小了工件弯曲变形,而且还能用大进给量,提高切削速度,同时进行粗车、半精车或精车,缩短加工时间,保证加工质量。
在车床床鞍上装上前后两个中拖板刀架,中拖板的丝杠也改成左右旋螺纹传动。采用前后两把车刀径向相对安装,半精车车刀正装,精车刀反装,沿同一轴向方向走刀,左右旋转丝杠带动两个中拖板刀架同时作径向进刀或退刀,使两刀同时切削,达到切削力相抵消的目的。为了使切削力平衡,精车刀需采用0°后角或小负后角,增加精车刀所产生的切削力,使之与半精车(切削余量大)所产生的切削力相平衡。径向切削力相互抵消,清除了细长丝杠切削容易变形的缺陷。同时精车刀的负后角形成的刀面对工件产生摩擦,使之起到一定的压光作用,改进了表面质量,提高了劳动生产效率。
细长丝杠由于其长径比较大、散热性能差,车削细长丝杠不仅生产效率很低,而且质量不易保证。所以,为了提高劳动生产效率和工作质量,提出解决车削细长丝杠难题的方法。但必须针对具体情况和不同要求单独或混合采用,才能达到预期的效果。





