温馨提醒:产品图片及价格仅供参考,欢迎在线咨询!


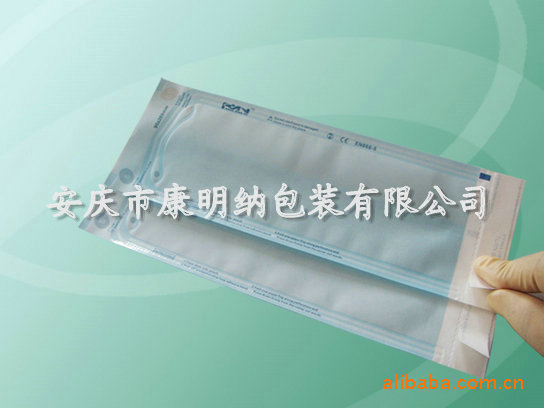

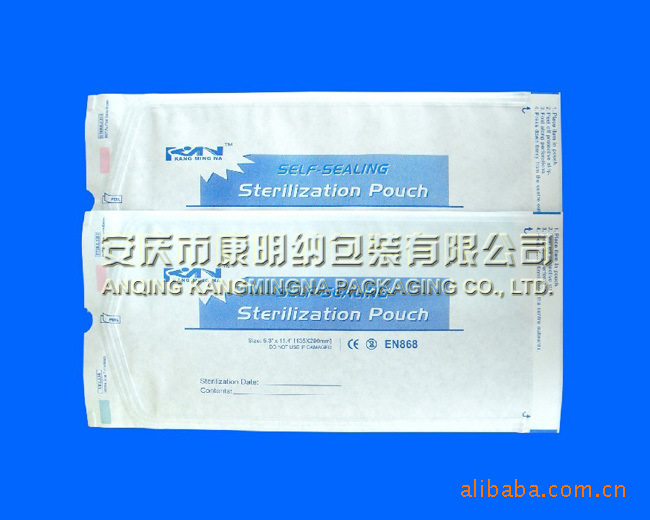

1.根据灭菌物品,选择相适应规格的灭菌袋,将灭菌物品放入自封平口袋内,灭菌物品长短应适合灭菌袋封口,否则灭菌袋可能会出现爆裂现象。
2.异型及尖锐物品要正确摆放,使用时才能确保剥离安全。
3.揭掉开口处的离型纸,封好灭菌袋口,标明灭菌时间,用途等相关信息。
4.放入蒸汽或环氧乙烷灭菌设备内进行灭菌时,将封好后的灭菌袋正确摆放。
5.灭菌过程中要确认变色情况:蒸汽灭菌前为蓝色,灭菌后呈灰黑色;环氧乙烷灭菌前为粉红色,灭菌后呈褐色。
6.使用时,按剥离指示方向揭开灭菌袋将物品取出。

 安庆市康明纳包装有限公司始建于二00二年,主要生产医用消毒包装和塑料包装。目前拥有十万级净化车间,且已取得IS9001、CE、QS认证。公司现有员工近百名,年销售额八仟九百多万元。每日三百万条袋的生产能力,公司现有各种制袋机二十余台,柔版和凹版印刷机六台以及复合、涂布分切多条生产线,是当今国内生产高档医用消毒包装和软包装的专业企业。
安庆市康明纳包装有限公司始建于二00二年,主要生产医用消毒包装和塑料包装。目前拥有十万级净化车间,且已取得IS9001、CE、QS认证。公司现有员工近百名,年销售额八仟九百多万元。每日三百万条袋的生产能力,公司现有各种制袋机二十余台,柔版和凹版印刷机六台以及复合、涂布分切多条生产线,是当今国内生产高档医用消毒包装和软包装的专业企业。
公司主要产品有:自封平口袋、热封平口袋、自封连体袋、信封口自封袋、双折底灭菌袋,单折底灭菌袋、纸/纸灭菌袋、背封灭菌袋、中缝透气灭菌袋、纸/铝/塑复合袋、顶头透气袋、PE单膜圆贴透气袋、塑料复合卷膜、原纸卷材、塑料软包装等。
公司发展目标是:力争成为国内包装领域产能最大、品质最优、服务最佳、技术领先的一流企业,成为国内医用包装行业的领导者。因此公司一开始就致力于高起点、高标准、高要求、高投入的厂房及配套设施开发建设,以及引进具有国际先进水平的成套生产流水线和成套先进检测设备,建立以高级工程师、权威专家为核心的技术中心负责产品及原辅材料的检验检测,以及新产品、新工艺、新材料的开发和应用,并通过先进管理手段组织生产和经营。目前公司具备了年产值一亿元的生产能力。
公司秉承“产品,精益求精;服务,尽心尽力;管理,持续改进”的经营方针,严格按国家标准和欧洲标准组织生产。公司技术力量雄厚,具有完善的质量保证体系和先进测试手段,主要技术指标均达到及超过国家标准。公司自二00二年成立以来与全国六十余家企业及日本、美国、欧洲、澳大利亚等十几个客户建立了良好的业务关系,业务量不断增加。目前,公司从战略高度,运筹发展规模,增加硬件投资,拓宽市场,努力争创国内品牌产品和一流企业。


≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠
≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠
≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠
≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠
≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠
≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠
≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠

≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠

≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠

≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠≠