供应高精度冷压刀柄装夹系统 瑞士Rego-Fix雷高

深圳市华汇联合数控技术有限公司
中国 深圳
产品属性
图文详情
品牌推荐
品牌
Rego-Fix雷高
型号
冷压式装夹刀柄
类型
冷压式装夹刀柄
通用特性
其他
瑞士Rego-Fix雷高公司开发出新型的刀具装夹系统
--高精度冷压刀柄装夹系统

钻头、铣刀等刀具的失效有多种原因,其最主要的原因往往不在于刀具本身而在于刀具与机床的连接状态。尽管现在有了先进的电子动态修正技术,但从主轴到刀具切削刃的每个组元的微小跳动误差叠加起来就会引起振动,从而对高速切削的刀具造成很大伤害。
瑞士Rego-Fix公司已经证明,刀具的装夹系统在加工起着重要作用。该公司开发的刀具装夹系统powRgrip可显著提高装夹精度,减少刀具磨损,提高切削效率。该系统由刀柄、夹紧套和液压装置组成。夹紧套的外圆有一个很小的锥度,把刀具装入夹紧套后,借助液压装置将夹紧套压入刀柄,夹紧刀具。卸刀时也需要使用液压装置取出夹紧套。装卸刀具的时间不超过10秒钟。夹紧套内有一个调节刀具长度的螺钉。
该公司在开发powRgrip系统时,将减少跳动和振动作为提高切削效率、降低加工成本的两个关键技术指标,并从结构设计和制造工艺上进行了创新。 Rego-Fix公司的工程师成功地开发了一种独特的表面处理方法,使夹头功能表面的微观摩擦能吸收刀具与夹紧套之间及夹紧套与刀柄之间的振动。为了保证夹头的质量,整个加工链都使用了最先进的测量仪器。
powRgrip的制造精度保证其具有很高的跳动精度(在3D处小于3μm),刀具长度预调的重复精度小于10μm。由于该系统操作时不用加热,因此避免了热装夹头因热变形而增大的跳动。
在一个铣削路程对比试验,对比了热装夹头、液压夹头、ER夹头与powRgrip夹头的性能。试验结果表明:热装夹头和液压夹头分别在铣削到90m和 130m时加工表面粗糙度达到Ra1.6的评定标准值,而powRgrip系统由于其阻尼特性,铣削路程明显长得多,甚至超过了160m。此外,还比较了在不同工序刀具夹头对刀具寿命影响。在粗加工和半精加工,powRgrip比其它常用夹头可提高刀具寿命30%~50%,在精加工可超过100%,在某些情况下甚至可达400%。
powRgrip夹头的性能还得到了独立研究机构和大学的确认。北卡罗莱那大学的一项研究证明,由于powRgrip夹头系统的阻尼特性,在加工铝合金时可以达到很高的切削效率。Rego-Fiix公司的研究部在加工CK45调质钢时也同样显示出powRgrip夹头的优越性。
以下实例说明powRgrip夹头系统有利于降低加工成本:某制造部门有5台加工心,两班工作,每年210个工作日;每台机床上使用20把刀,每班换 12把刀,为计算零件加工成本,计入了三次重磨的费用50欧元。该部门每年的刀具消耗费用为315000欧元。如果采用powRgrip夹头系统,刀具寿命可延长一倍,则可节省157000欧元的刀具费用。在本例,刀具寿命提高了20%,刀具费用下降53000欧元。
显然,如果只看夹头系统的采购价格,powRgrip夹头似乎对用户不利。然而,如果考虑到刀具费用的下降、加工效率的提高和停机时间的减少,采用 powRgrip夹头能很快收回投资,并取得很好的加工质量。用户在实际应用一再证明了这种效果,如美国一家医疗器械制造商在一台Mori Seiki SA50加工心上用整体硬质合金铣刀粗加工不锈钢,转速1600转/分,开始使用热装夹头,后来改用powRgrip夹头,使刀具寿命延长了约75%。
刀柄冷压装夹系统产品图如下:

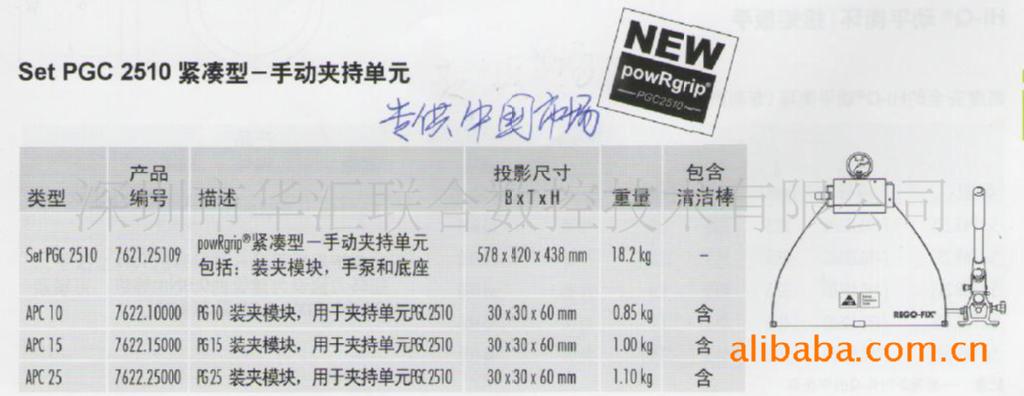
一,REGO-FIX雷高冷压式手动型刀柄装夹系统:



二,REGO-FIX雷高冷压式自动型刀柄装夹系统:
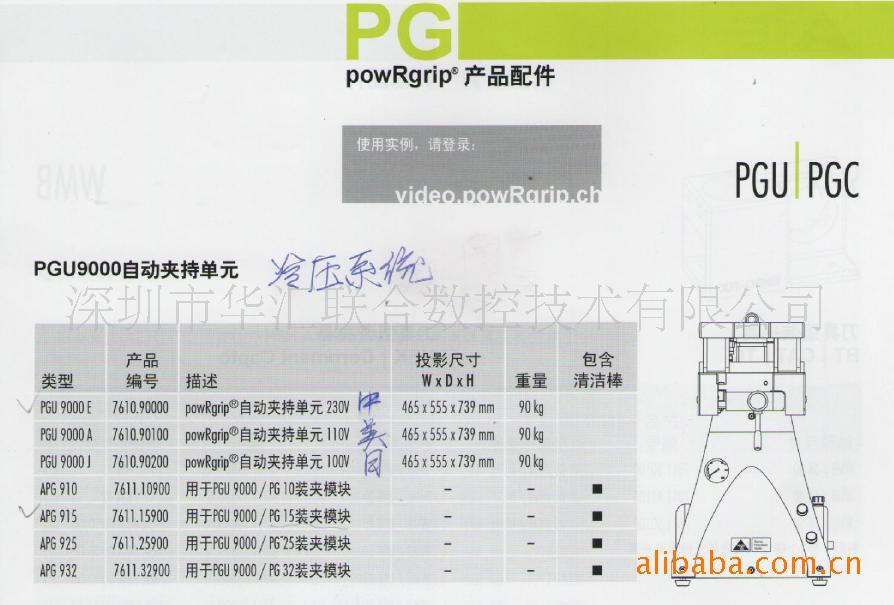

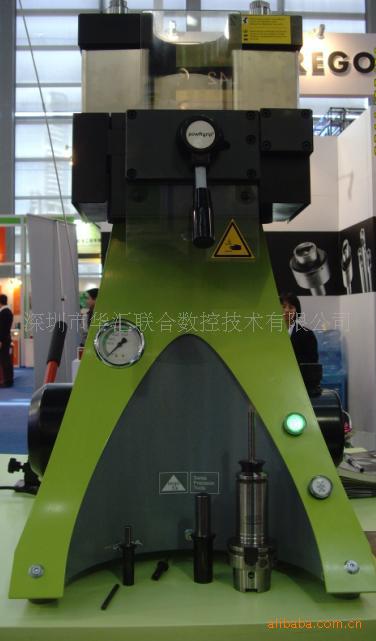

冷压阀内部结构
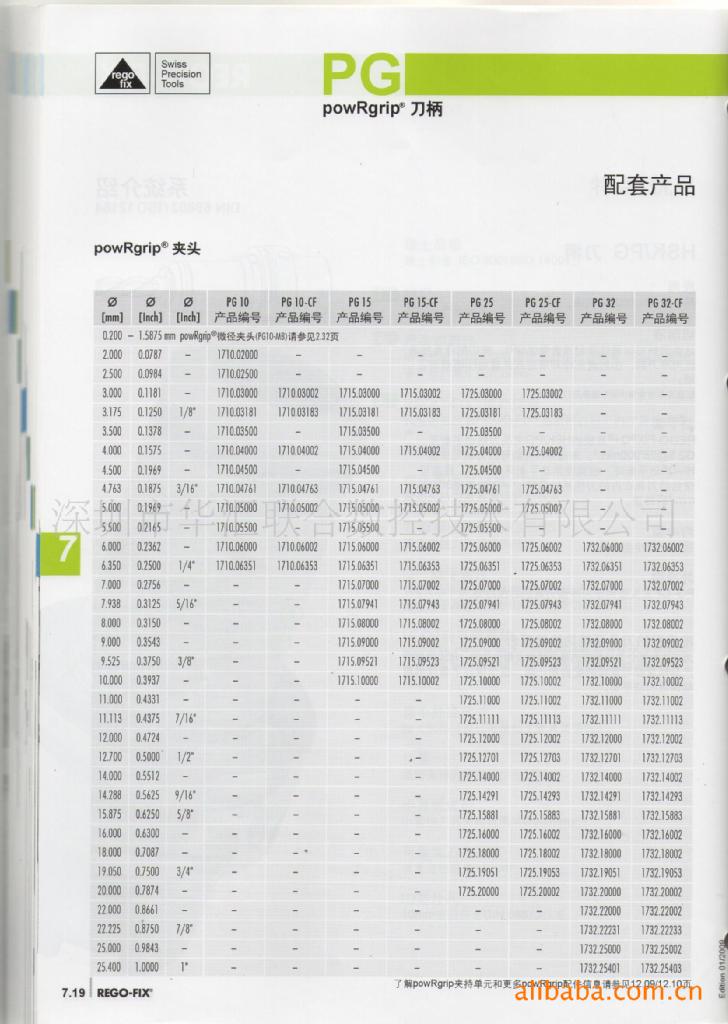
三,瑞士产REGO-FIX雷高冷压式刀柄介绍:
REGO-FIX雷高冷压式刀柄的装夹使用寿命可达20000次,远远高于热缩式刀柄的5000次的使用寿命。


详细规格: