
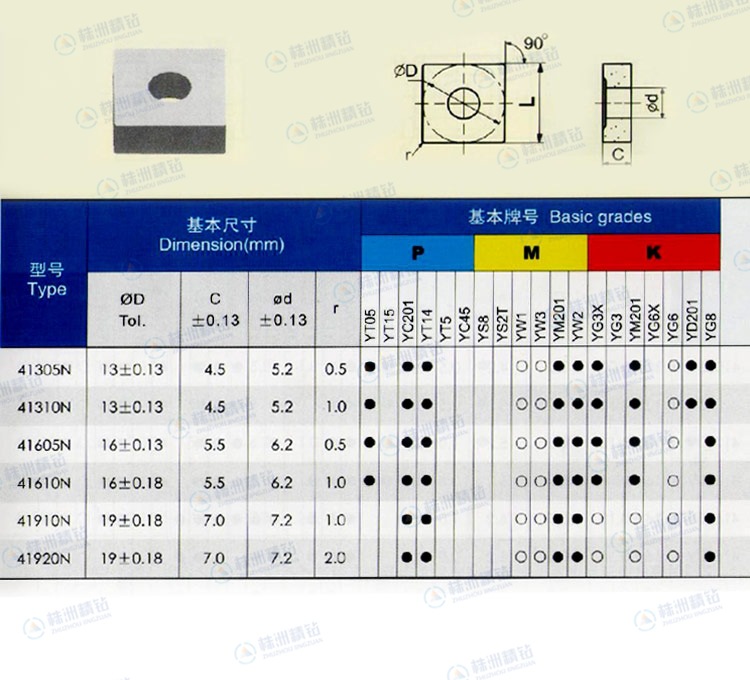
4-N机夹刀片特点
●无断屑槽型
●加工中均采用负前角,进行淬硬钢和冷硬铸铁的精加工和半精加工
●切削用量推荐:fn=(0.05~0.5)mm/rev ap=(0.5~3.0)mm
●
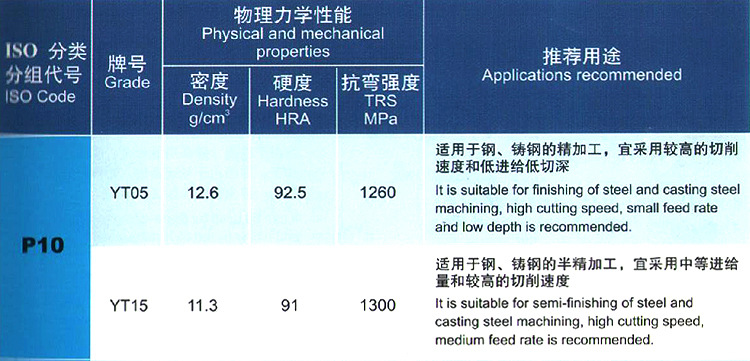
4-N机夹刀片规格型号表
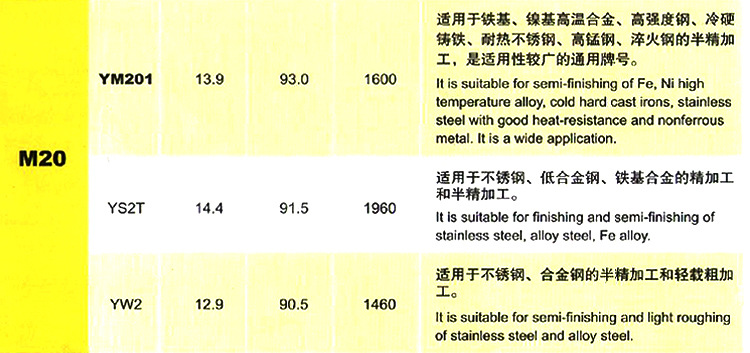
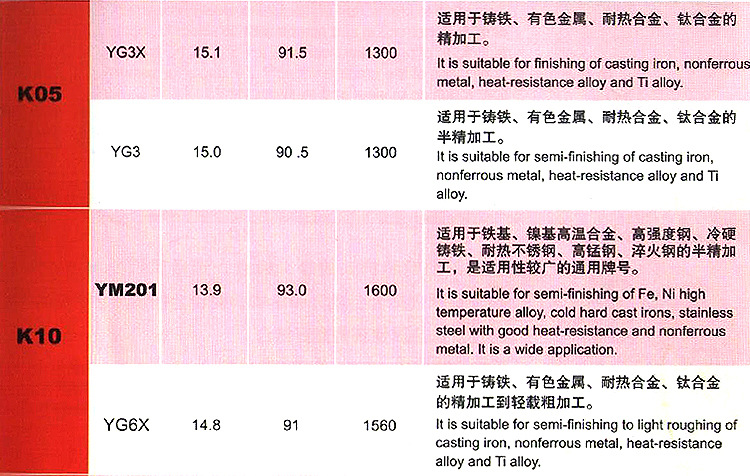
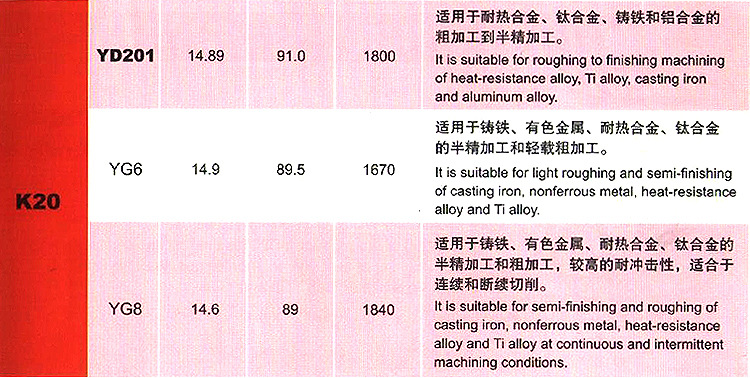
硬质合金刀片牌号选择


8种常见刀片磨损现象的产生原因分析及解决办法
1、出现后刀面和沟槽磨损
后果
后刀面迅速磨损会导致表面质量和公差变差,沟槽磨损会引起表面质量变差和崩刃。
原因与对策
速度太高或耐磨性差—---降低切削速度,选择更耐磨的牌号。
氧化—---选用Al2O3涂层牌号,对于加工硬化材料,选择小一些的主偏角或更耐磨的牌号,选用金属陶瓷牌号。
磨损—----降低切削速度。
2、出现月牙洼磨损
后果
过度的月牙洼磨损会降低切削刃强度,切削刃后缘的磨损导致表面质量差。
原因
前刀面过高的切削温度引起扩散磨损。
对策
选用Al2O3涂层牌号,选用正前角槽型刀片,首先降低切削速度,然后降低进给率。
3、塑性变形
问题
切削刃塌下或后刀面凹陷,会导致切屑控制差和表面质量差,后刀面过渡磨损会导致崩刃。
原因
切削温度太高并且压力太大。
对策
选用有更高抗塑性变形能力的硬牌号。
切削刃塌下---降低切削速度
后刀面凹陷---降低进给率
4、积屑瘤
问题
引起表面质量差,当积屑瘤脱落时会引起切削刃破损。
原因
由于低切削速度或负前角槽型使工件材料焊接到刀片上。
对策
提高切削速度。
选择正前角槽型。
5、切屑捶击
问题
未参加切削的部分切削刃因切屑捶击而损坏,刀片的上部和支撑可能损坏。
原因
切屑折回到切削刃。
对策
改变进给。
选用另一种槽型。
6、崩碎
问题
切削刃的细小破损导致表面质量变差和过度的后刀面磨损
原因
牌号太脆,刀片槽型强度太低,积屑瘤。
对策
牌号太脆—选用韧性好的牌号
刀片槽型强度太低—选用强度更高的槽型
积屑瘤--提高切削速度。选择正前角槽型
7、热裂
问题
垂直于切削刃的小裂纹引起崩刃和表面质量差
原因与对策
断续切削—选择具有更高的耐热裂纹的韧性牌号。
冷却液流量变化—必须充分供应或完全不供应冷却液。
8、刀片崩刃
问题
会导致刀垫和工件的损坏。
原因与对策
牌号太脆—选用韧性牌号。
刀片上负荷太大—降低进给或切削速度。
刀片槽型强度太低—选用强度高的槽型,最好使用单面刀片
.



荣誉客户见证:
荣誉客户一:中船重工与株洲精钻达成合作关系。
荣誉客户二:中国南方工业集团与株洲精钻达成合作关系;
荣誉客户三:南车时代集团与株洲精钻达成合作关系;
荣誉客户四:柳州工程机械集团有限公司与株洲精钻达成合作关系;
荣誉客户五:潍柴动力与株洲精钻达成合作关系
马上点击购买享受更多优惠!
电话:0731-28261123 18273378703
传真:0731-28260602
QQ:1142036823
联系人:向丽梅
邮箱:1142036823@
网址:




