
- 加气混凝土的生产过程不产生废气、废渣,完全符合国家环保政策的要求。
- 重量轻、保温、隔热性能好、抗震能力强、现场可加工性能好、具有一定的耐高温性、隔音性能好、适应性强、产量高、节能环保,废气废渣零排放。
加气混凝土/加气砖制品在国外发展到现在已有近一百年的历史,已成为建筑行业支柱产业,我国引进该技术也近四十年的历史,其生产工艺和设备装备趋于成熟。
由于加气混凝土/加气砖具有容重轻、保温性能高、吸音效果好,有一定的强度和可加工等优点,且生产原料丰富,特别是使用粉煤灰为原料,即能综合利用工业废渣、治理环境污染、不破坏耕地,又能创造良好的社会效益和经济效益,是一种替代传统实心粘土砖理相的墙体材料,多年来受到国家墙改政策、税收政策和环保政策的大力支持,加气混凝土/加气砖制品已成为新型建筑材料的一个重要组成部分,具有广阔的市场发展前景。
加气混凝土的生产过程不产生废气、废渣,完全符合国家环保政策的要求。
重量轻、保温、隔热性能好、抗震能力强、现场可加工性能好、具有一定的耐高温性、隔音性能好、适应性强、产量高、节能环保,废气废渣零排放。
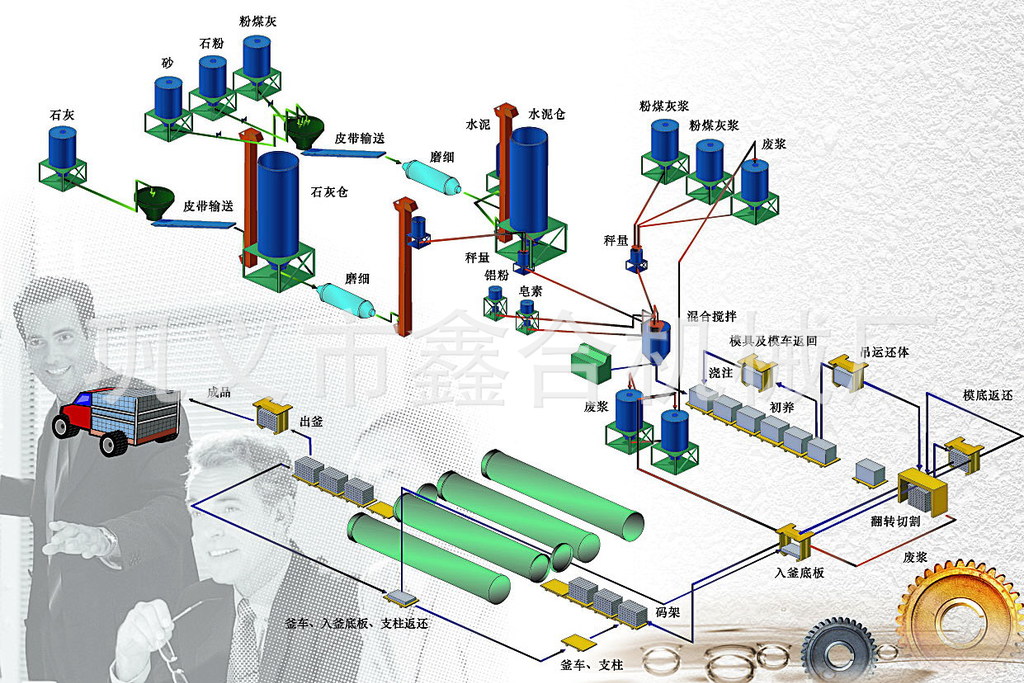
加气混凝土生产线流程:
原材料处理——搅拌 浇注 静养 切割 蒸养
原材料处理:
原材料选取:河砂或粉煤灰,水泥,生石灰,石膏,铝粉
河砂或粉煤灰:占70%,细度要达到180-200目,粉煤灰取电厂的干灰,主要提取里面的SiO2;
水泥:占10%,主要是在蒸养时起二次凝固的作用;
生石灰:遇水发泡,放出热量;
石膏:起到凝固作用,使硬化时间缩短,静养时起到初步凝固坯体的作用,使坯体达到切割所需的硬度要求;
铝粉:发泡剂,加水放出更多的热量;
原材料处理工具:
雷蒙磨:不能磨砂,只能磨干的,而且是≤4cm的碎块,
球磨机:干式(面粉状)、湿式(浆体)都可以磨
搅拌:把各种浆体计量取份,然后把浆体输送到浇注搅拌机
制浆机:将粉煤灰等原材料送入制浆机,加水进行破碎搅拌成浆状
料浆存储搅拌罐:存储经过制浆机或球磨机搅拌或研磨后的料浆
浇注
干粉计量罐:将石灰、石膏、水泥等干粉原材料放入干粉计量罐进行称量
料浆计量罐:将料浆放入料浆计量罐进行计量
浇注搅拌机:将经过计量的石灰粉、水泥、石膏、料浆、铝粉加入搅拌机,搅拌均匀,经过浇注漏斗将料浆放入模具,再由变频浇注摆渡车将模具送到自动模箱运输装置(模箱由侧模和模具构成),模箱侧板是经过橡胶密封的,保证在蒸养釜中蒸养时不受蒸汽的腐蚀
静养:将模箱由自动模箱运输装置输送到静养保温房发泡、养护、固化。静养房是密封的,加暖水管道,温度达到60℃-80℃,静养时间为1.5-2.5个小时
切割:将静养好的模箱由液压变频翻转吊具带坯体进行空中90°翻转(避免了地翻会使坯体容易损坏的难题),模箱侧板变底板,放在托坯车上,进行开模、脱模,托坯车将坯体带入切割机进行切割,翻转吊具将模箱与底板重新组合,切割过程中,先扒皮,再横切(每根切割钢丝都有一只汽钢拉紧),再纵切(废料掉入地沟,进入废料存储罐回收利用),切割周期较短,每模仅需5分钟(产量高),然后由液压、变频托坯小车将切割完毕的坯体放到蒸养小车上(一车两组)编排入釜
蒸养:将经切割、编组的半成品切块送入蒸养釜中,加入蒸汽(锅炉),经高温高压养护6-8小时,出釜后即为成品(进出釜均用到卷扬机)
序号 | 名称 型号 规格 | 单位 | 数量 | 作用与用途 |
一 | 原料工段 | |||
1 | 颚式破碎机 PE250x400 | 台 | 1 | 用于对生石灰块的破碎,达到球磨机的进料粒度进行研磨,保证石灰粉的细度产量。 |
2 | 斗式提升机 TH250x11m | 台 | 1 | 用于把破碎好的生石灰粒提升输送到料仓。在生产线中共需两台,一台用来提升输送生石灰粒;一台用来提升输送生石灰粉 |
TH250x16m | 台 | 1 | ||
3 | 白灰料仓 水泥料仓 Ø2.5x4.7m | 个 | 3 | 用于储存石灰粒、石灰粉、水泥等物料。 料仓共需3个,一个储存生石灰粒;一个储存生石灰粉;一个储存水泥。 |
4 | 仓体手动螺旋阀门 Ø300mm | 台 | 3 | 手动控制石灰粒、石灰粉、水泥下料。 |
5 | 电磁给料机 GZ3 | 台 | 1 | 用于给球磨机喂料。该机装在料仓底部,平稳的振幅、均匀的给料。 |
6 | 球磨机 Ø1.2x4.5m | 台 | 1 | 用于生石灰的磨碎工作。 |
二 | 制备浇注工段 | |||
7 | 搅拌中心系统 | 台 | 2 | 用于对料浆的搅拌,使物料不沉淀,水和物料均匀的溶合,为坯体良好的发泡打下良好的基础。 |
8 | 液下渣浆泵100YZ100-30A | 台 | 2 | 用于料浆的输送,把搅拌好的料浆输送到料浆计量罐。 |
9 | 水泥白灰计量罐 Ø1.2×1.5m | 个 | 1 | 用于白灰水泥的计量。 |
10 | 粉煤灰料浆记量灌 Ø1.5×1.7m | 个 | 1 | 用于料浆的计量,使每次计量的料浆精确的完成浇注搅拌和坯体所需。 |
11 | 螺旋输送机 XL300x3.5m | 台 | 1 | 用于把料仓中的水泥和石灰输送至计量罐内。该生产线中共需两台;一台用来输送水泥:一台用来输送白灰。 |
螺旋输送机 XL300x5m | 台 | 1 | ||
12 | 铝粉搅拌机 V=0.052m3 | 台 | 1 | 用于对铝粉的搅拌制浆。 |
13 | 浇注搅拌机 JG3.2 | 台 | 1 | 用于对料浆和水泥白灰铝粉的搅拌融合完成浇注作业。 |
14 | 电子计量控制系统 | 台 | 1 | 用于配料的控制计量。 |
15 | 气动阀门 | 套 | 3 | 气动控制计量罐和浇注机。 |
16 | 空压机 | 台 | 1 | 为气动阀门输送气源。 |
17 | 摆渡车 | 辆 | 1 | 用于浇注完毕后的模箱摆渡到静停预养位置。 |
三 | 静停预养工段 | |||
18 | 模框 KM4.2 | 个 | 12 | 用于存放料浆使其在此发泡成型。 |
19 | 模底板 BM4.2 | 块 | 50 | 用于和模框组合成一个盒子存放料浆。 |
20 | 蒸养车 CYZ4.2 | 辆 | 34 | 用于生产线前期浇注、中期蒸压坯体和后期出釜码垛的转运工作。 |
四 | 切割编码工段 | |||
21 | 新型切割机组 JQ4.2 | 台 | 1 | 用于坯体翻转切割,有步骤的进行六面切割,精密的设计配合使其切割精度达到±2mm和产量的稳定保证。 |
22 | 自动吊具 | 台 | 3 | 用于模框、模底板、蒸养车、坯体的起吊。 |
23 | 搅拌中心系统 | 台 | 1 | 用于对切割机切下的坯体废料搅拌制浆,以便重新利用。 |
24 | 液下渣浆泵100YZ100-30A | 台 | 1 | 用于切割机切下来的废料制浆后输送到搅拌池。 |
25 | 支柱 | 根 | 76 | 用于坯体进釜前上下模底板之间的支撑,有效的利用蒸压釜的空间。 |
26 | 牵引机 | 台 | 2 | 用于蒸养车的配套,作为蒸养车的动力使其行走。 |
27 | 双绳双速双钩 单梁行车 5t | 台 | 2 | 用于模框组合、坯体切割、坯体编组使用。该行车采用双速双钩,其速度快慢可调,运行平稳。 |
五 | 蒸压工段 | |||
28 | 蒸汽锅炉 (链条式自动)4t | 台 | 1 | 用于整个生产线中的蒸汽供给。 |
29 | 蒸压釜 Ø2m×26.5m | 条 | 2 | 用于对切割后的坯体进行高温高压蒸压养护。 |
30 | 门式行车 5T | 台 | 1 | 吊运蒸养车和模底板到回车道返回车间。 |
31 | 牵引机 | 台 | 1 | 坯体出釜作为蒸养车的动力使其行走。 |

