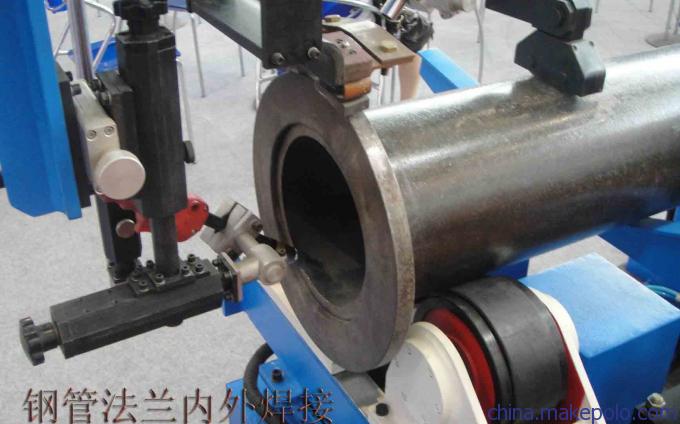
本自动焊接机适用于各种中、薄钢管金属材料管道与法兰的环缝对接,搭接的焊接方法,可应用于具体工件如:管道、船舶、石化、建筑机械的钢管、等。
设备主要技术参数:
(1)基本要求: 三相交流380V±10%,50±5HZ,压缩空气0.5~0.6MPa (2)主轴转速: 0~10r.p.m 无级可调
(3)焊接电源: KR500 : 松下,OTC,奥太,等(可由客户自选)
(4)焊接方式: GMAW 自动焊接(CO2:80% Ar:20%)
(5)使用焊丝直径: φ1.2~1.6
(6)焊接电流: 60~500A
(7)工件外径: φ80~φ300mm
(8)工件长度: 500~5000mm
-------------------------------------------------------------------------------------------------------
设备主要配置及功能:
1、床身结构:焊接结构,保证工件旋转直径和床身的强度。床身进行热处理。焊枪相对固定,工件旋转,焊接位置水平。工件由滚轮架驱动,中间有滚轮架支撑机构。
2、工件支撑:采用滚轮架调整,第一个工件手工调整位置以及高度,调整后自动控制上升和下降焊枪。工件支撑机构可沿导轨纵向移动,以适应不同长度工件的焊接。
4、焊枪系统:电机驱动(自动/手动),每一圈上升高度可调,焊枪角度可调,焊枪微调,焊枪左右可移动。
5、摆动系统:焊枪要有摆动和提升功能,来实现在焊接过程中焊枪的自动提升和摆动,以完成多层焊,填满焊道。摆动速度:0~100回每分钟。摆动范围:0~25mm。
6、焊接过程:参数能够分层设置(包括旋转角度),连续焊接。焊枪的摆动需有自动回零功能。焊接圈数可设置为1~10圈。有高电压,慢送丝引弧功能,保证引弧可靠;以及低电压,小电流收弧,填满弧坑的功能。
7、焊接电源:采用松下进口电源,适合长时间焊接。
8、采用PLC控制整机的运行和动作的协调,以及在焊接过程中工件的旋转、焊枪的摆动频率、摆动幅度、摆动时间,焊枪自动提升的时间、提升距离、提升次数等。焊枪摆动和同步提升采用步进电机控制系统,焊接长度采用闭环检测,位置检测采用进口无触点开关检测。
主要优点:
提高生产率,一天可24小时连续生产;
改善工人劳动条件,可在有害环境下长期工作;
降低工人劳动强度,减少人工;
缩短产品改型换代的周期,减少相应的投资设备;
可实现工厂自动化、无人化生产;




