

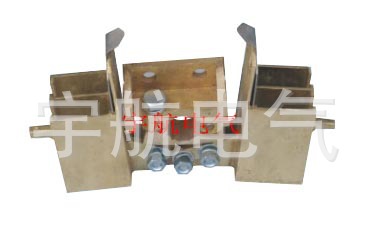
供应风力发电机集电环配套刷架 20X40刷盒孔 精密铸造黄铜材质,表面抛光镀铬(也可镀镍)
沧州宇航电机电气有限公司生产刷握30余年,铁道部机车牵引电机刷握定点制造商。目前公司已具备各种规格的刷握制造模具2000余套,服务于世界各地,涵盖所有领域。根据不同的环境和不同的使用条件选择不同结构的刷握,对延长刷握的使用寿命至关重要。结构是保证刷握寿命的基础,生产工艺是刷握寿命的要害。我们出厂的刷握材质和技术指标满足图纸设计要求,刷盒孔常规设计公差一般按基孔制动配合:径向公差H7,轴向公差H11,刷盒孔拉削或推削粗糙度控制在Ra3.2-Ra1.6特殊要求增加挤压块降低粗糙度到Ra0.8,多孔刷盒用多把拉刀或推刀同时加工,确保刷盒加工后的同轴度,多孔刷盒的不同轴公差不大于0.36mm.刷握的固定面与刷盒的中心线平行度及间距公差均为:A=+-0.2。刷盒孔底面垂直于刷盒壁并垂直于固定面,其垂直度不大于0.25mm.刷握压指转动灵活,抬起后自由落下不能存在死点或闷卡现象,各个关节铆接牢固无脱节隐患。表面根据使用环境可进行镀Ni、镀Zn、镀Cr、镀仿金、镀铜、化学氧化、酸洗等方法处理,以保证产品的长久使用。避免刷盒体尖角、毛刺等不良缺陷存在,这些缺陷在潮湿环境下会引起放电现象。新出厂的刷盒压指压力已调整好,随着使用时间的延长弹力会疲劳而衰减,衰减过大会在碳刷的底部产生火花现象,请调整压力到如下要求:冶金、发电、起重机等电机类碳刷的压力0.15~0.35Kg/mm2之间;牵引电机类碳刷的压力在0.3~0.4Kg/mm2之间。同一台电机上的碳刷压力误差不大于10%之内,否则会造成电流密度不均局部过载。






