


冲压原理及特点
冷冲压的基本原理:金属或非金属在外力作用下产生变形,当外力超过材
料的屈服极限后,开始塑性变形。如果压力再加大,超过了材料的极限强
度,金属或非金属便开始断裂、分离。冷冲压就是利用金属这种性质,使
材料在常温分离或变形,从而得到所需形状和精度要求的制件。
冷冲压优点是:
1)、在冲床的冲击下,能得到形状复杂的制件。
2)、加工后制件精度较高,尺寸稳定,互换性好。
3)、在材料损耗不大情况下,可得到重量轻、强度好、刚性好、外表光滑美
观的制件。
4)、材料利用率高达75%~85%。
5)、所用材料大多是板料或卷料较易采用机械化及自动化设备。高速冲床每
分钟达数百件。
6)、操作简便,劳动强度低。
7)、大量生产条件下,制件成本低。
冷冲压缺点是对模具要求较高,模具制造较复杂,不适于小批量生产。
冲压加工的经济性
降低制造成本的主要措施:
1)、提高工艺的合理化水平。
2)、设计各个工件同时加工的模具。
3)、用提高冲压过程的自动化及高速水平,降低成本。
4)、采取提高材料的利用率的方法降低成本。
5)、提高模具设计水平,减少工序,提高模具寿命。
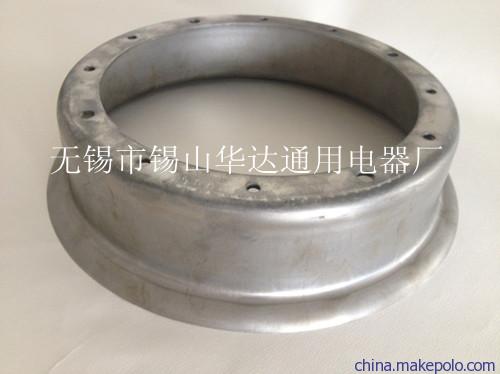
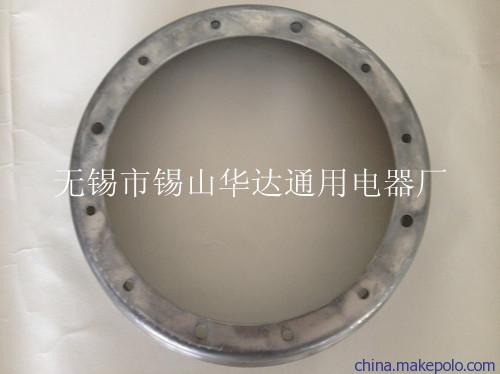
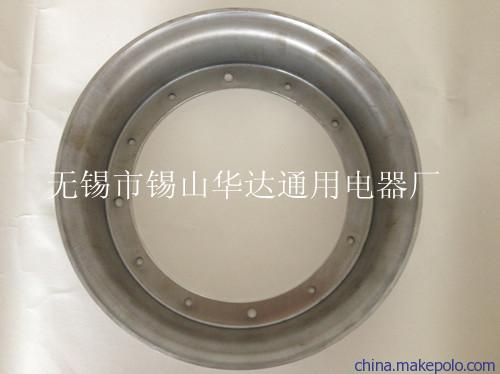
拉伸加工
液压拉伸工艺由于具有能够明显地提高拉伸工艺的拉伸比、提高拉伸件质量及易于成形特殊形状零件等优点,正越来越受到板材加工业的重视。但是,与普通拉伸相比,由于变形机理复杂,各因素之间存在相互影响,使工艺参数的制订较为困难。实际生产大都采用反复试验的方法,但这既繁锁,又不经济。因为凹模圆角、凸模圆角、凸凹模间隙及压力棗行程曲线等各工艺参数之间有多种组合,试验的费用很高且很难得到预期的结果,使液压拉伸工艺的推广应用受到限制。
拉伸件加工是把一定形状的平板坯料或空心件通过拉 伸模制成各种开口空心件的冲压工序。用拉伸的方法 可以制成筒形、阶梯形、盒型、球形、锥形及其它复杂 形状的薄壁零件。因此,拉伸在汽车、拖拉机、电器、仪 表、电子、航空、航天等各种工业部门及其他常生活用品 在冲压加工生产中占据相当重要的地






