任县厚德机械制造厂专业生产和研究各种滚丝轮,价格实惠、质量优越、具有精度高、耐磨损、使用寿命长等特性。滚丝轮产品选用优质cmov模具钢材,采用数控切削工艺,有精度高、耐磨损、使用寿命长等特性,是同类产品中的佼佼者。我厂主要产品有:滚丝机、滚丝轮、标准件模具、紧固件模具等各种螺纹工具,专业生产高强度、普通、国标、英制美制、细牙、网纹、直纹等各种异型搓丝板,T型扣、圆弧扣,高强度滚丝轮,等产品 多年来,我厂“以质量求生存、以信誉求发展”,严格执行国家生产标准,按照ISO-9001国际质量体系组织生产。我厂产品质量及售后服务,深受用户好评。不断开拓创新、锐意进取,精心铸造更多精品为新老客户服务,热诚欢迎国内外客商光临洽谈惠顾,愿伸出热情 的双手与各界朋友真诚合作。
滚丝轮是在滚丝机上利用金属塑性变形的方法滚压出螺纹的一种工具。滚丝轮通常分为高强度、普通、国标、英制美制、细牙、网纹、直纹、T型扣、圆弧扣。
滚丝轮工艺:滚压加工紧固件螺纹,不是切削工具。无需过高硬度及高红硬性;服役时工作螺纹(牙齿)承受小能量多次冲击力和强烈摩擦力作用,应具有高强度、高耐磨、相宜硬度和良好韧性。
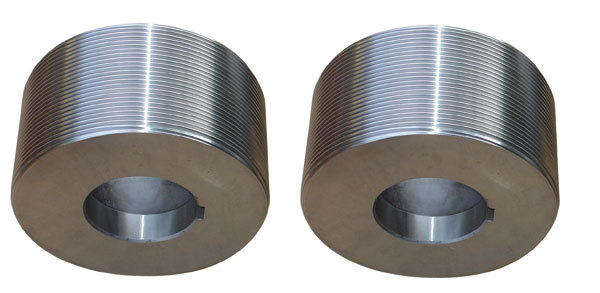
材料:CMoV
技术要求:硬度59~61HRC,碳化物级别1~2级,晶粒度10.5~11.0级。
滚丝轮使用注意事项:
1、滚丝机床精度差,振动大,运转不正常下服役;
2、滚丝模具对位不正,被滚压件发生轴向位移,牙纹受到剪切和挤压两种应力作用;
3、被滚压螺纹丝坯尺寸大小不均,表面未清理干净,有砂轮沫、氧化皮和污脏物;
4、被滚压件硬度不均匀(8.8级螺栓应在27~30HRC;10.9级应在35~37HRC),防止有时因管理不善将未经回火的高硬度(50~55HRC)的淬火件混和入回火件中,其硬度与滚丝轮牙纹刃口硬度相近,导致崩刃。
5、滚压时未加入润滑剂,造成干摩擦,使牙尖温度急剧升高至超过滚丝轮回火温度,牙纹过度回火被软化,发生倒牙、堆牙失效
6、滚丝轮出厂前必须充分退磁,留有残磁,工作时因牙纹吸附细铁沫将加速磨损失效 。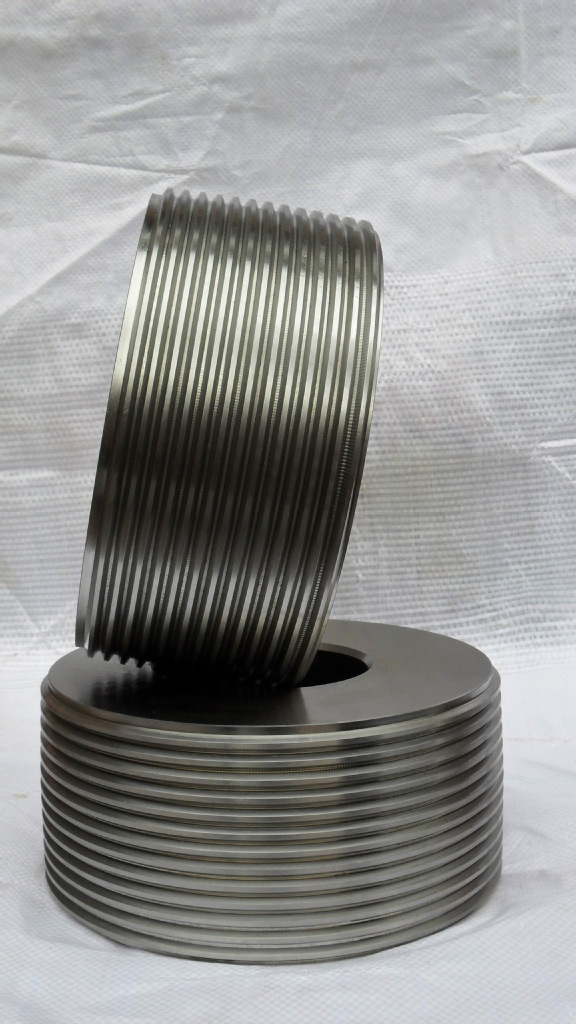



我公司所有滚丝轮采用优质合金工具钢制作,使用先进的螺纹加工工艺和真空淬火技术,从而使产品的质量达到国内领先水平。我们树立坚定而清晰的质量观念,注重引进先进设备与专业人才,永远不忽视产品质量链中的任何细节。经过不断努力,凭着日臻完美的制造工艺,完善的检测手段,产品的质量赢得了顾客的信赖。
如今,我们已拥有年产数万付的生产能力,产品远销全国各地,成为国内最大的滚丝轮生产企业之一。我们愿意为新老客户提供最优质的产品,最诚信的服务,让我们的产品成为您最好的帮手。


