
博杰特是郑州最具实力的破碎机生产厂家:专业生产对辊式破碎机、锤式破碎机、颚式破碎机、反击式破碎机、冲击式破碎机、洗沙机、鄂式破石机、石料鄂式碎石机等石料破碎生产线设备;
博杰特郑州最具实力的制砂机械生产厂家:专业生产第三代制砂机、新型制砂机、冲击式制砂机、棒磨式高效制砂机、复合锤式制砂机、振动筛、振动给料机、皮带输送机、第五代制砂机和第六代制砂机等机制砂生产线设备;
博杰特是郑州最具实力的工业磨粉机生产厂家:专业生产工业磨粉机、雷蒙磨粉机、强压磨粉机、超细磨粉机、木粉机、提升机、电子给料机等磨粉设备;
博杰特郑州最具实力的免烧砖机生产厂家:专业生产全自动砌块成型机、免烧砖机、制砖机、压砖机、免烧制砖机、无托板砌块机、气压砌块成型机等建筑建材机械;
我公司产品通过ISO9001:2000《国际质量体系认证》以确保产品质量达到国际标准要求,为企业的稳固发展奠定了坚实基础,公司始终以“信誉至上、用户第一、质优价廉、互惠互利”为服务宗旨,竭力为您提供全套优质服务。

加气混凝土生产线工艺介绍
博杰特生产的加气混凝土设备生产线主要是两种生产工艺,这两种工艺分别是粉煤灰加气混凝土砌块工艺和砂加气混凝土生产线工艺。公司结合国内外先进技术,其研发的粉煤灰加气混凝土砌块和砂加气混凝土生产线设备装备等各方面技术均以达到行业领先水平。加气混凝土砌块是以河砂、石灰、水泥为主要原料,以铝膏为发气剂,经原料磨细、配料搅拌、浇注发气、静停切割、蒸压养护而成的一种绿色环保的新型自保温墙体材料。具有质轻、高强、耐久、保温、隔音、防火、抗渗、锚固性能好的特点,具有施工便捷,可加工性强,能降低建筑物的综合造价,增加建筑物使用面积等优点,已被子广泛用于工业与民用建筑中,成为一种最为兴盛的、具有良好性能的墙体材料。也是国家主推的一个新型项目。加气混凝土设备生产线简述可以根据原材料类别、品质、主要设备的工艺特性等,采取不同的工艺进行生产。但一般情况下,砂加气混凝土是由河砂、石灰、水泥为主要原料,石膏和发泡剂,经搅拌后注入模框内,静氧发泡固化后,切割成各种规格砌块或板材,由蒸养车送入蒸压釜中,在高温饱和蒸气养护下即形成多孔轻质的砂加气混凝土制品。
加气混凝土生产线生产工艺
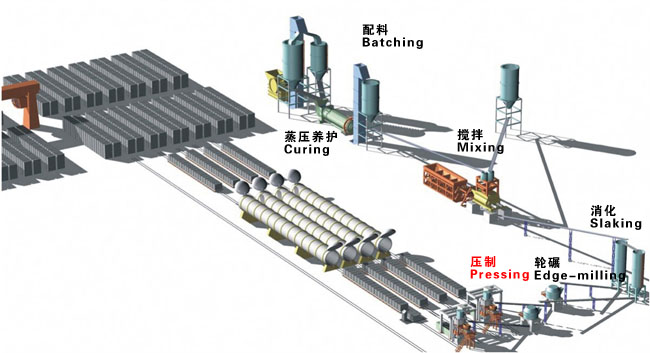
加气混凝土可以根据原材料类别、品质、设备的工艺特征等,采用不同的工艺进行生产。一般情况下,将粉煤灰或硅砂、矿渣加水磨成浆料,加粉状石灰、适量水泥、石膏和发泡剂、稳泡剂经搅拌注入模框内,静养发泡固化后,切割成各种规格砌块或板材,由蒸养车送入蒸压釜内,经高温高压蒸气养护形成多孔轻质的混凝土制品。
加气混凝土生产线制品工艺流程图

加气混凝土生产线设备用途
加气混凝土生产线设备具有质量轻、保温性能好,吸音效果好,且具有一定的强度和可加工等优点,作为围护结构的填充和保温材料,被广泛地应用于建筑中,受到世界各国的普遍重视,成为许多国家大力推广和发展的优选建筑材料。我国已经成为生产加气混凝土的大国,同时也成为独立门类的新兴工业,生产原料来源广泛,特别是使用粉煤灰为原料,即能综合利用工业废渣,治理环境污染,不破坏耕地,生产的加气混凝土砌块,是一种替代实心粘土砖理想的墙体材料,可以满足国家建设部提出的建筑节能达到50%的建筑标准要求,可以推动墙体材料的改新,在工业废渣粉煤灰得到综合治理和利用的同时,能够享受墙改和税收等多项政策优惠,从而获得较好的环境、社会和经济效益,具有广阔的市场发展前景。
加气砖生产线
加气砖生产线简单介绍:
博杰特研发的加气砖设备生产线是专业生产加气砖的机器,加气砖设备是由不同大小的设备组成的。加气砖设备生产线工艺是将原料进行粉磨后,按照一定比例进行搅拌制浆,之后浇注到模具中,静养发泡,切割,蒸养,最后成品出厂。
加气砖生产线生产工艺流程简述:
1、粉煤灰(或灰砂)、石膏
采用粉煤灰(或灰砂)与石膏混合制浆的工艺。生产时,粉煤灰(或灰砂)和石膏按一定配比加入打浆池,制成混合浆料。在制浆加水时,定量加水,制成浓度合适的料浆。再由渣浆泵泵入料浆储罐内备用。
2、生石灰
块状生石灰用自卸卡车运入厂,卸入石灰原料堆棚内堆放。块石灰经复摆式颚式破碎机破碎后由斗式提升机送入石灰库中。粉磨前,石灰由库底喂料机给入密闭式输送机送入磨机内进行粉磨。磨细后的石灰粉料由磨机出料口送至斗提机,由斗提机送至配料楼石灰粉料仓中备用。
3、水泥
采用散装水泥。散装水泥由散装水泥车运入厂内,直接泵入配料楼水泥粉料仓内备用。
4、铝粉
由外地购入桶装铝粉,存放于配料楼底铝粉库内。使用时由电动葫芦吊至配料楼二楼,然后由人工计量后投入铝粉搅拌机内搅拌成5%的悬浮液备用。
5、边角料、废料
切割机切割下来的边角料落入底部斜槽,经水冲洗至切割机底部废料池内,不断搅拌使废浆达到一定浓度后,再由废料池中的渣浆泵泵入配料工段的废浆储罐中备用。
6、配料、搅拌、浇注
石灰、水泥、由仓底单螺管给料机送入电子粉料计量称内,经累积计量后计量秤的卸料装置卸到浇注搅拌机内。粉煤灰浆由料浆储罐下的阀门打开后放入打浆池中再泵入配料楼料浆电子计量称内进行累积计量,当料浆重量达到配料要求时,由自控系统关闭储罐放料阀,停止放料。计量好的料浆按指令放入浇注搅拌机内。铝粉由人工计量,倒入铝粉搅拌机内制成悬浮液。搅拌好的悬浮液直接放入浇注搅拌机内。料浆在浇注前温度应达到工艺要求。如温度不够可通蒸汽加热。浇注时,模具通过摆渡车运送至浇注搅拌机下就位,浇注搅拌机放料浇注。
7、切割、编组
静停初养达到切割强度后,进行切割。切割好的坯体由半成品吊具吊运至釜前蒸养小车上,每车堆放二模,堆放好的蒸养小车由慢动卷扬机牵引在釜前轨道上进行编组。
8、蒸压及成品
编组好的坯体由慢动卷扬机拉入釜内进行蒸压养护,恒压蒸养时间8.0h左右,蒸汽压力1.3MPa,温度190℃左右。制品经蒸压养护后由慢动式卷扬机拉出釜,再由出釜吊具吊运成品至运输车上,直接出厂或至堆放存放。
9、底(侧)板返回、组模涂油
成品吊运完后,蒸养小车上的底板连同小车经由成品吊具吊运至小车回车线上,小车经回车线回至切割机一侧,吊具将底板吊运,同时吊运模框与底板组模并返回将模具放至模具回车轨道上,进行清理涂油,然后再进行循环浇注。
24小时服务电话15981876738
电话 0371 67845563
传真0371 67845513
QQ 1481612869
售前服务:为您提供项目设计、工艺流程设计,适合您的机器设备选购方案的制定,根据您的特殊需求,设计制造产品,为您培训技术操作人员。
售中服务:陪您一起完成对设备的验收,协助拟订施工方案和详细流程。
售后服务:公司派技术人员到现场指导设备安装、调试现场及培训操作人员。
产品质量:易损件除外一年内质量保证





