
东莞利瀚机械有限公司是国内大型专业的超声波设备生产企业,同时也是最早从事超声波塑胶焊接设备制造的企业,研发生产出:超声波40K、35K、28K、20K、15K等各款高精密焊接设备,并根据市场需求研制开发出各种非标专用焊接设备:如:转盘、多头、旋转式熔接机、汽车门板、仪表、车灯、保险杠等专用焊接机,同时为客户设计各种非标自动化焊接设备
超声波塑焊机展示:




全自动转盘塑焊机 1500W塑焊机 2600W塑焊机 4200W塑焊机



40K塑焊机 28K塑焊机 35K精密型塑焊机 塑胶框塑焊机




环保塑焊机 非标塑焊机 软管塑焊机 精密型切割焊接机




超声波模具
1.超声波塑焊机主要特性:(全国免费电话:4008-302598)
1).常温循环自冷超声波发生器,故障率全行业最低;
2).文本人机界面,操作方便;
3).逻辑动作采用单片机控制,更加稳定、精确;
4).数字化可调压力触发系统,触发模式调整技术全球领先;
5).具压力传感保护装置,避免批量不良品;
6).采用线性滑轨运动付,确保焊接精度。
2.超声波塑焊机技术规格:
设备名称 | 设备型号 | 机器尺寸(L*W*H) | 熔接面积 | 效率/分 | 电压 | 气压 | 功率 | 重量 | 操作人员 |
20K标准型焊接机 | HD-LHSH2001 | 420x630x920mm | ¢160mm | 10-50pcs | 220V 50/60HZ, | 3—6kg | 900-1800W | 95KG | 1人 |
15K标准型焊接机 | HD-LHSH1502 | 420x630x920mm | ¢200mm | 10-50pcs | 220V 50/60HZ, | 3—6kg | 1500-2600W | 105KG | 1人 |
28K超声波点焊机 | HD-LHSH2806 | 400X300X550mm | ¢8mm | 20-80pcs | 220V50/60HZ, | 3—6kg | 300-700W | 45KG | 1人 |
35K超声波焊接机 | HD-LHSH3507 | 400X430X650mm | ¢10mm | 20-80pcs | 220V50/60HZ, | 3—6kg | 500-700W | 55KG | 1人 |
40K超声波高精密焊接机 | HD-LHSH4008 | 400X430X650mm | ¢10mm | 20-80pcs | 220V50/60HZ, | 3—6kg | 500-700W | 60KG | 1人 |
35K高精密切割机 | HD-LHSH3509 | 700X430X1350mm | ¢10mm | 3-8M | 220V50/60HZ, | 3—6kg | 500-700W | 65KG | 1人 |
3.超声波焊接原理
通过上焊件把超声能量传送到焊区,由于焊区即两个焊接的交界面处声阻大,因此会产生局部高温。又由于塑料导热性差,一时还不能及时散发,聚集在焊区,致使两 个塑料的接触面迅速熔化,加上一定压力后,使其融合成一体。当超声波停止作用后,让压力持续,有些许保压时间,使其凝固成型,这样就形成一个坚固的分子 链,达到焊接的目的,焊接强度能接近于原材料本体强度。
藉由超音波振动将电子能转换为机械能,再靠焊头 ( HORN ) 将能量传达至塑料弓箭只接触面,使分子与分子间产生激烈摩擦生热原理,促使产品瞬间熔化并结合为一体,加工时速快、干净、美观、经济。
4.超声波塑焊机典型应用:
医疗行业:精密药液过滤器、扩张器、加药三通
汽车配件:内置音响、脚垫、离合拔叉、门板
电子电器:充电器、电话、插座、MP3、耳机
服装包装:乳品包装盒、自封袋、纸杯、防伪酒瓶盖
文具玩具:文件夹、名片夹、墨盒、玩具摇铃
5.超声波塑焊机服务承诺:
客户现场安装与调试,并对相关人员进行技术培训;整机免费保修一年;省内24小时内到达故障现场,省外48小时内到达故障现场。
6.工厂实力:




7.客户样板:









8,走进我们:

9,塑焊常规工程设计:

10,超声波焊接的几种形式:

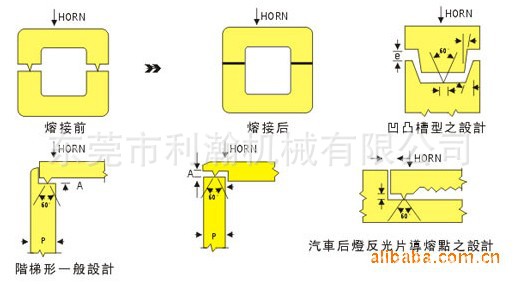
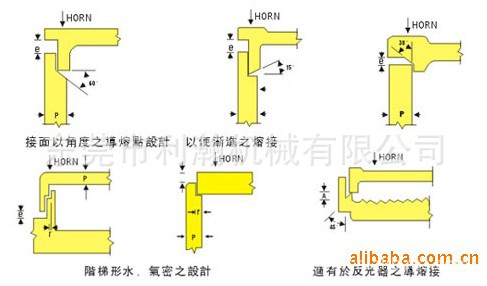
1)、焊接:在下面的一个静止,接触面上的摩擦热使表面之塑料熔化从而结合
。因此减少初始的磨擦接触面,使超声波能量集中对提高焊接效率及质量十分重要,故要求焊接的其中一零件(通常是上面的零件)在焊合的接口上须做一条凸出的棱线,称为”导能棱”.如果两个焊接件相对而言位置要求较严格时,还需要考虑增加设计定位装置.导能棱及定位装置应在设计注塑模具时同时考虑.图一表示几各常用的塑料焊接面设计形式
2)、埋植:
超声波金属埋植,是利用音波震动及气动压力,将外表纹花之金属物埋植在预铸好的塑料孔内.(如图二)其原理是超声波经由特殊硬化之振头将振动能传至金属物,金属物又将振动能传到塑料,两者生急剧磨擦而将接触面塑料熔化,是时加上适度压力,将金属植入因定深度,形式如图二所示.
3)、铆接:
要将一个金属或附件固定在塑零件上,或者要接合两种互相不相熔的塑料,可取用铆接方式(如图三)当铆芯直径大于4mm时建议采用C形式.
4)、成形:
超音波成形原理与超音波铆接大致相同,形式如图四所示。
5)、点焊:
热溶性塑料需熔接时,因种种情况,未能增设导熔点,亦不能铆接时,可用点焊来形成熔接,点焊的原理是将焊模尖端穿越上面板而达到下面板内,距接面为上面板厚度一半的地方。上面板熔化塑被焊模小端的凹穴所指定型,点焊的材料厚度以0.8-5.5mm为宜,形式如图五所示

11.使用注意事项
1)、焊机直接使用220v市电,故通电前应将本机体妥善接地,接地电阻应小于4欧姆。
2)、市电电压变化大于10%时,应给本机装设交流稳压器,确保焊机高效,安全运作。
3)、通电后,切勿将手置于上焊模下方,避免高频振动与高压损伤。
4)、超声波发声时,不得使上焊模接触到下焊模、夹具及工作台,以避免机件损坏。
5)、焊接前切记必须先做音波检测,尢其更换焊模,此操作更不可疏忽.
6)、焊模应专业厂家设计、加工、调校、否则会损坏焊机的超声换能系统。
7)、本机的气动系统为塑料制品,所施加的的外气源压力要求不应大于0.5Mpa,否则会引起爆破或引致烧机。
焊机焊接时频率下降会产生可闻噪声,建议长期操作者应配戴护耳器
12.保养
1)、空气滤净器中的积水,应在满溢前及时排放。
2)、焊机每使用满一月,滑动部位应揩试干净,重新涂上优质润滑油脂。
3)、清洁焊机侧板、表面时严禁使用各种熔剂,应使用中性洗涤剂,轻轻擦试。
4)、每隔半年应以干燥之压缩空气吹净机内尘埃。




