分享按钮

产品介绍
1、基本参数
|
型号 |
SGC-4.2 |
SGC-4N |
SGC-6 |
SGC-8 |
SGC-5 |
SGC-2 |
SGC-7 |
|
有效量程(mm) |
50-1000 |
50-1000 |
50-570 |
50-400 |
100-1500 |
100-3200 |
>3000 |
|
栅距(mm) |
0.04mm (25线对 /mm)、0.02mm (50 线对 /mm) |
0.04mm (25线对 /mm) |
|
分辨率(mm) |
5 μm / 1 μm / 0.5 μm |
|
|
响应速度(m/min) |
120m/min 60m/nub 30m/min 15m/min |
20m/min |
|
零位参考点 |
每100mm 1 个 每 50mm 1 个 、栅距编码 |
每100mm
1 个 |
|
输出信号 |
TTL 、HTL、EIA-422-A 、 11 μ App 1 Vpp |
TTL |
|
精度(μm) |
执行 JB/T10080.2-2000 行业标准 |
|
工作温度(℃) |
0~+50℃ |
|
储存温度(℃) |
-40~+50℃ |
|
防护等级 |
IP53 |
2、信号参数
|
输出形式 |
TTL 方波输出 (T) |
方波输出(H12\H15\H18\H24P\H24N) |
|
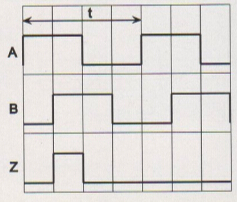
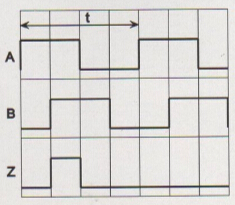
波形图 |
|
|
|
输出信号 |
A、B两路方波,相差90° |
A、B两路方波,相差90° |
|
电源 |
5V±5% |
(12V、15V、18V、24V) ±5% / <150mA |
|
最大电缆长度 |
20mm |
30mm |
|
信号周期(t) |
40 μm / 20μm / 4μm / 2μm |
|
输出方式 |
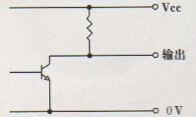
电压输出 |
电压输入 |
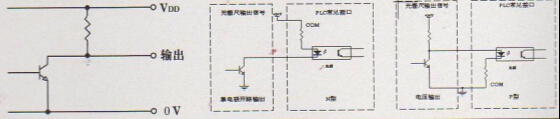
3、信号接线表:

工作原理
常见光栅的工作原理都是根据物理上莫尔条纹的形成原理进行工作的。当使指示光栅上的线纹与标尺光栅上的线纹成一角度来放置两光栅尺时,必然会造成两光栅尺上的线纹互相交叉。在光源的照射下,交叉点近旁的小区域内由于黑色线纹重叠,因而遮光面积最小,挡光效应最弱,光的累积作用使得这个区域出现亮带。相反,距交叉点较远的区域,因两光栅尺不透明的黑色线纹的重叠部分变得越来越少,不透明区域面积逐渐变大,即遮光面积逐渐变大,使得挡光效应变强,只有较少的光线能通过这个区域透过光栅,使这个区域出现暗带,从而便形成了我们所见到的莫尔条纹。
注意事项
在平时的光栅尺的使用中,一定要注意合理的维护方法,根据我们的操作经验总结出来的光栅尺使用的注意事项如下:
1、如果有条件,最好为光栅尺通上干净的经过过滤、干燥的压缩空气,这样可以防止光栅尺的周围的油、液、气进入光栅尺内部,污染光栅尺。
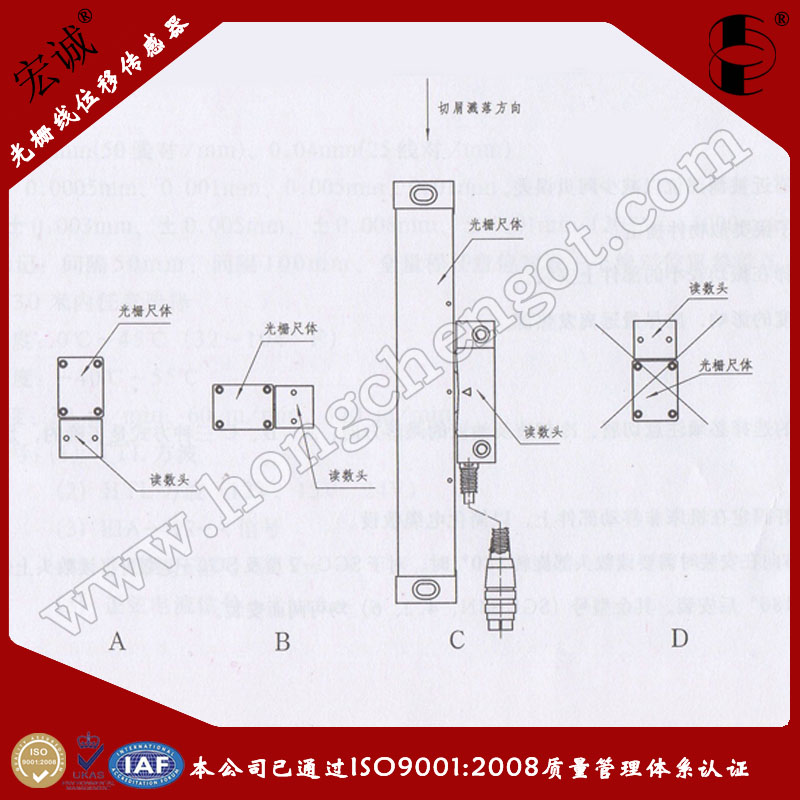
2、光栅尺外尽可能外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅尺壳体内部。
3、定期检查各安装联接螺钉是否松动,尤其是固定读数头的螺丝。曾遇到过很多由于读数头固定螺丝松动造成的机床直线轴暴走或不能回参考点等。
4、为保证光栅尺传感器使用的可靠性,可每隔一定时间用无水乙醇清洗擦拭光栅尺面及指示光栅面,保持玻璃光栅尺面的清洁。
5、光栅尺严禁剧烈震动及摔打,以免破坏光栅尺,如光栅尺断裂。
6、在安装光栅尺和读数头时特别要注意读数头与光栅尺的距离,或远或近都可能造成读数头的损坏或光栅尺壳体内的刻度的破坏,甚至报废光栅尺。
应用领域
光栅尺主要应用于直线位移道轨机构,可实现移动量的精确测量,广泛应用于金属切削机床加工量的测量和CNC加工中心位置环的控制。该产品已形成系列,供不同规格的各类机床选用,量程从50mm至30m,覆盖几乎全部金属切削机床的行程。
应用案例

产品图片: