

![P$)LRU9`6URKTX@3LX%R8]3](http://i04.c.aliimg.com/img/ibank/2013/095/417/919714590_114139260.jpg)
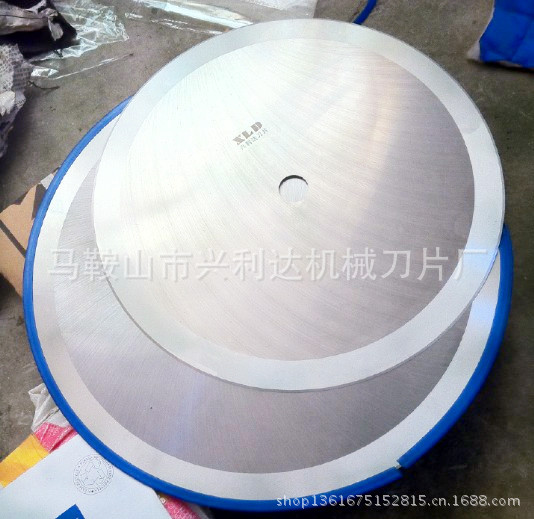
电池行业用高精度钨钢分切圆刀系列产品,是兴利达刀片公司近年来针对电池行业对分切刀具和切口质量的较高要求,专门研发生产的一大特色重点产品。该系列刀具具有很好的耐磨性和很高的加工精度,刀片的外圆一致性好,刃口严格放大检测。该系列刀片分切的材料切口整齐光洁,无毛边毛刺。刀具换刀少,使用寿命长,性价比高,是电池行业用户降低分切成本,提高分切质量的理想刀具。
兴利达刀片公司同时生产各种规格高精度钨钢分条圆刀片,广泛应用于电子行业的铜,铝等有色金属材料和矽钢板,普通钢板及包装行业材料的高精度分条分切。 刀片材质: 主要采用高碳钢,高速钢,高速工具钢,9CrSi, Cr12MoV, LD,D2,HSS, W6M5Cr4v2, W18Cr4V, H13, H13K, HMK, SKD11, SK2, SKH51, SKS7, YG8, YT15, P20, P30,等优质高速钢,碳化钨,硬质合金钢制造,切口平整,刀片锋利耐磨,并以光仪检测材质,确保材质质稳定。 热处理: 使用德国热处理技术,大直径真空淬火炉,热处理硬度均匀表里硬度一致。 精加工: 我们引进高精度加工设备,先进的加工工艺,采用CNC机械加工确保精度,使用德国制造超精度磨床加工,使刀片精度0.002-0.005.分切产品具有无毛刺,使用寿命长,此刀片能给你的机器带来最佳的生产效率,提高了工作效率,节省了生产成本。 马鞍山市兴利达机械刀片厂 品名 | 规格 | 外圆 | 内孔 | 厚度 | 材料 | 分切上刀 | Φ61×40×1 | 61 | 40 | 1 | | 分切上刀 | Φ68×40×1 | 68 | 40 | 1 | | 分切上刀 | Φ68×46×0.5 | 68 | 46 | 0.5 | 9CrSi | 分切上刀 | Φ70×40×1 | 70 | 40 | 1 | 高速钢 | 分切上刀 | Φ75×45×1 | 75 | 45 | 1 | CrWMn | 分切上刀 | Φ98×66×1 | 98 | 66 | 1 | Cr12MOV | 分切上刀 | Φ100×66×1 | 100 | 66 | 1 | W6MO5Cr4V2 | 分切上刀 | Φ102×75×1 | 102 | 75 | 1 | 锋钢 | 分切上刀 | Φ105×70×12 | 105 | 70 | 12 | | 分切上刀 | Φ105×70×1 | 105 | 70 | 1 | | 分切上刀 | Φ110×80×1 | 110 | 80 | 1 | | 分切上刀 | Φ105×75×1.2 | 105 | 75 | 12 | | 分切上刀 | Φ130×90×1.2 | 130 | 90 | 1.2 | | 分切上刀 | Φ140×95×1.2 | 140 | 95 | 1.2 | | 分切上刀 | Φ140×90×1 | 140 | 90 | 1 | | 分切上刀 | Φ140×95×1 | 140 | 95 | 1 | | 分切上刀 | Φ100×70×12 | 100 | 70 | 12 | | 分切上刀 | Φ100×75×1 | 100 | 75 | 1 | | 分切上刀 | Φ90×60×1.2 | 90 | 60 | 1.2 | | 分切上刀 | Φ130×80×1.2 | 130 | 80 | 1.2 | | 分切上刀 | Φ142×116×1.2 | 142 | 116 | 1.2 | | 分切上刀 | Φ130×100×1.2 | 130 | 100 | 1.2 | | 分切上刀 | Φ150×80×2 | 150 | 80 | 2 | | 分切下刀 | Φ70×45×8/10 | 70 | 5 | 8/10 | D2 | 分切下刀 | Φ80×60×8/10 | 80 | 60 | 8/10 | CCr15 | 分切下刀 | Φ92×65×8/10 | 92 | 65 | 8/10 | 9CrSi | 分切下刀 | Φ108×80×8/10 | 108 | 80 | 8/10 | Cr12MOV | 分切下刀 | Φ118×65×8/10 | 118 | 65 | 8/10 | W6MO5Cr4V2 | 分切下刀 | Φ70×45×3/5 | 70 | 45 | 3/5 | 高速钢 | 分切下刀 | Φ76×45×8/10 | 76 | 45 | 8/10 | | 分切下刀 | Φ80×55×3/5 | 80 | 55 | 3/5 | | 分切下刀 | Φ105×76×10/10 | 105 | 76 | 10/10 | | 分切下刀 | Φ80×50×8/10 | 80 | 50 | 8/10 | | 分切下刀 | Φ90×65×8/10 | 90 | 65 | 8/10 | | 分切下刀 | Φ118×80×8/10 | 118 | 80 | 8/10 | | 分切下刀 | Φ150×120×13/15 | 150 | 120 | 13/15 | |

兴利达刀片生产工艺流程 1下料----根据客户要求选择材料。 2锻打----锻打主要是提高材质的密度。 3退火----使温度下降,以便加工。 4精加工----主要是把材料加工成型。 5检验----检验产品是否与图纸样品一致。 6淬火----提高成型产品与材质相应的硬度。 7退火----为了增加产品耐磨性,必须长时间进行退火保温。 8调质----主要是调质产品的平行度,以便加工。 9粗磨----把产品的各个表面粗磨成型。 10精磨----超精磨,镜面磨,提高产品的精确度,平行度。 11检验----让不合格的产品拒绝流入市场。 12包装----根据不同的产品进行不同的包装。 
网 址:【阿里】 网 址: 【官网】 邮 箱:ydx16888@ 电 话:0555-6765671 0555-6762853(传真) 手 机:186 0555 3478 Q Q:113744674 
温馨提示: (1)机械刀片是易损件,因分切不同的产品,正确、合理选择材质,热处理硬度,研磨精度,包装要求,仔细查看刀片尺寸及产品说明,规格大小,拍前请咨询(刀片专家、杨工:186 0555 3478)另因库存随时会变动,请购买前与我们联系并确认您需要的刀片规格材质是否有货。
(2)兴利达刀片质量:所有机械刀片、刀具、模具、机械配件、均为自主生产,我们的刀片入仓库时,都有专门质检部门,进行严格检测,在确保无任何质量问题,才给入库、发货。本公司产品实行国家三包标准(包退、包换、包修)解决客户的后果之优。 (3)买家收到货物时,送货员在场时,请查看包裹内刀片是否完好,再签字,若签完字,既表示刀片完好,若发现包裹内刀片有损坏,请及时向送货员反应,验收之后发生问题,本公司概不负责;谢谢配合。 (4)兴利达刀片24小时咨询热线:186 0555 3478。热烈欢迎新老客户来电咨询,对您所需刀片的材质、技术要求及正确合理安装、使用、修磨、将大大提高刀片的使用寿命,提供力所能及的建议,为您解答任何业务及技术方面的问题。相信您会有意想不到的收获! (5)本网站刀片图未必与您所需要的产品相吻合,但是我公司根据您所提供的产品图纸,样品,规格及刀片材料HRC值等要求为您加工定做。我们以【快递,物流】的发货方式及时的把您需要的产品送到您的手中。  
| 