
清河县森锐贸易有限公司
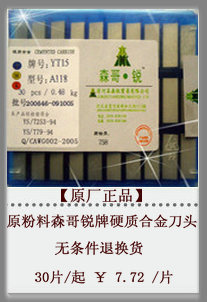
主要经销株洲钻石硬质合金刀粒 株洲钻石原厂钨钢刀头 及自主畅销品牌-原粉料森哥锐刀具 铣刀片 再生料刀头 非标硬质合金定制等等。
密切联系生产厂商,配合产品所需的不同规格高品质刀片。一直以来在质量优良、创新的基础上致力于开发研制,技术含量高的新产品。增强市场竞争力,扩大市场。
本公司专业销售各种刀具,生产的刀具种类达8000多种, 应用刀具计算机辅助设计(CAD)和刀具计算机辅助制造(CAM)技术,为客户提供硬质合金圆锯片及金刚石刀具的研磨、翻新、换齿等多项业务;从产品开发研究、生产和销售直至售后服务都具有严格的科学管理并保证其产品稳定出众的品质,秉承以用户至上为宗旨,追求完美质量、不断创新、为用户提供及时的服务,让客户满意。
公司全体员工为一个共同目标而努力——为客户提供最合理的价格、最优质的产品和最完善的售后服务。
紧握森锐手 ,永远是朋友!!!
常用的硬质合金刀粒型号
| A1型 | A110 | A112 | A114 | A116 | A118 | A120 |
| A122 | A122A | A125 | A125A | A130 | A140 | |
| A150 | A160 | A170 | ||||
| A2型 | A212 | A212Z | A216 | A216Z | A220 | A220Z |
| A3型 | A312 | A312Z | A315 | A320 | A320Z | A325 |
| A325Z | A330 | A330Z | A340 | A340Z | ||
| A4型 | A412 | A412Z | A416 | A416Z | A420 | A425 |
| A425Z | ||||||
| B1型 | B2 | B3 | ||||
| C1型 | C116 | C120 | C122 | C125 | ||
| C3型 | C303 | C304 | C305 | C306 | C308 | C310 |
| C312 | C314 | C316 | ||||
| C4型 | C420 | C425 | C430 | |||
| C5型 | C539 | C545 | ||||
| D1型 | D115 | D115Z | D120 | D120Z | D125 | D125Z |
| D2型 | D210 | D210A | D212 | D212A | D214 | D214A |
| D216 | D216A | D218 | D218A | D218B | D220 | |
| D222 | D222A | D224 | D226 | D228 | D228A | |
| D230 | D232 | D232A | D236 | D238 | D240 | |
| D246 | ||||||
| E型 | E108 | E109 | E210 | E211 | E213 | E214 |
| E215 | E216 | E217 | E320 | E325 | E330 | |
| E515 | E522 | E525 | ||||
| F型 | F115 | F118 |
3型/4型硬质合金刀粒及铣刀片(精磨/毛坯)型号等等. 清河县森锐贸易有限公司 公司网站一部:客服旺旺: 地址:河北省清河县太行北路6号内 邮编:054800 公司座机:86-0319-8281159 公司传真:86-0319-8281169 移动电话:18632095058



1刀粒材料的选择
切削常用的刀粒材料主要有高速钢、硬质合金、立方氮化硼(CBN)、陶瓷等。重型切削深度一般可达30~50mm,余量不均,工件表面有硬化层,粗加工阶段的刀粒磨损以磨粒磨损形式为主:切削速度一般为15~20m/min,尽管速度值处于积屑瘤发生区,但切削的高温足使切屑与前刀面的接触点处于液态,减小了摩擦力,抑制了积屑瘤生成。刀粒材料的选择要耐磨损、抗冲击。陶瓷类刀粒硬度高,但抗弯强度低,冲击韧性差,不适于余量不均的重型车削,CBN存在同样的问题。硬质合金刀粒却有较低的摩擦系数,可降低切削时的切削力及切削温度,大大提高硬质合金刀粒耐用度,适于高硬度材料和重载车削粗加工。硬质合金分为钨钴类(YG)、钨钴钛类(YT)和碳化钨类(YW)。加工钢料时,YG类硬质合金刀粒的强度和韧性好,但高温硬度和高温韧性较差:重型车削时工件塑性变形大,摩擦剧烈,切削温度高,因此在重型车削中很少用YG类硬质合金刀粒。YT类硬质合金刀粒有高硬度和耐磨性、高耐热性、抗粘结扩散能力和抗氧化能力,是重型车削常用的刀粒材料,适于加工钢料。然而在低速车削时,切削过程不平稳会造成YT类硬质合金刀粒的韧性差,产生崩刃:尤其是加工一些高强度合金材料时,YT类硬质合金刀粒耐用度下降快,无法满足使用要求。在这种情况下应选用YW类刀具或细晶粒、超细晶粒合金刀粒(如643等)。细晶粒合金的耐磨性好,更适用于加工冷硬铸铁类产品,效率较YW类硬质合金刀粒可提高1倍以上。
用硬质合金刀粒提高重型加工的车削速度,是提高生产率的要害之一,也是缩短生产循环期的有利因素。工序中分几个行程切除大余量,每次的切削深度很小,而利用硬质合金刀粒的切削性能,切削速度就会大大提高。
2硬质合金刀粒角度的选择
重型车削粗加工阶段,工件外表面的锻造氧化皮、裂纹、铲坑、铸造夹杂、气孔等缺陷都易导致硬质合金刀粒破碎,因此应选择合理硬质合金刀粒角度。重型加工条件下,因粗加工要切除很厚的切屑,车刀一般采用前角g=8°~12°,而普通g=15°。切削刃倾角l=10°~18°。假如减小前角,即增大切削角,可在某种程度上增加切削刃的强度。应指出:减小前角,切削力增大,但在g由15°变到10°时,切削力增加得很小,而增大的工作前角和楔角,提高了刀刃的锋利性和刀尖强度3尤其是在工件很重,旋转带有冲击性的负荷时,切削刃的刃倾角l=10°~18°创造了最有利的切削条件,因而在切削时,冲击力的作用点离开了刀尖,可防止刀尖破碎。同时,在主切削刃上开有1mm左右宽的负倒棱、R2mm左右的刀尖圆角以提高刀刃的抗冲击性能,但刀粒安装角度还要根据实际情况调整。
3硬质合金刀粒结构的选择
粗加工阶段切削余量大,对硬质合金刀粒的刚性要求较高。一般而言,整体硬质合金刀粒刚度好,但结构粗笨,装卸困难:而机夹硬质合金刀粒拆卸灵活,动刚度也可满足加工要度。机夹硬质合金刀粒的刀粒材质选择及夹持结构对加工精度很重要,实际加工中发现,偏心销夹紧和勾头压紧式不适合重型粗加工,因为粗加工时工艺系统振动大,常使压紧机构松动,导致硬质合金刀粒损坏:上压式结构也常因阻碍了切屑的流出而造成压块的损坏。机夹硬质合金刀粒的制造精度要求也很高,因为即使微小的误差,也能使定位机构变成承力机构,由于重型切削的加工过程中切削力很大,易使刀具损坏。经实际加工验证,结构的硬质合金刀粒更适于重型车削的粗加工。
这种新型硬质合金机夹车刀刀粒,装有可调整的附加卷屑器,使切屑卷成螺旋线型滑出。附加卷屑器同时又是硬质合金刀粒的夹持器,使硬质合金刀粒紧固在刀夹中。切削时,切屑碰到卷屑器的工作部分就卷起来,此部分焊一个厚3~5mm的硬质合金刀粒。附加卷屑器的前端压住硬质合金刀粒,而后端则压住挡铁。挡铁下部及垫板上部有锯齿纹,硬质合金刀粒磨损后,借此结构可将硬质合金刀头伸出。垫板,用合金及淬火工具钢制成,用以保护硬质合金刀粒不受折损。
该新型机夹车刀采用长方形刀粒,磨刀时,硬质合金刀粒夹在专用刀杆内,磨出的硬质合金刀粒角度用样板检查。硬质合金刀粒的刃磨角度为,前角g=10°,后角a=8°,主偏角kr=55°或45°,副偏角kr1’=15°。为使刀杆可以重复使用,用45#钢锻造制成,热处理硬度为HRC45~48。用该车刀硬质合金刀粒的重型车削经验表明:切屑在高速切削时卷成螺旋线型是最好的外形(切削断面很大),切屑在切削刃四周就即行折断。若重型车床运转平稳,则钨钢刀粒切削刃不致破碎,生产效率就大大提高。
经过使用比较,该型车刀与采用整体硬质合金刀粒焊接的车刀使用寿命相同。但与生产中其它类型的硬质合金车刀刀粒比较,在大多数的情况下,该型重型车刀更耐用,可切削切屑的剖面更大。经验证实,在任何条件下,切屑卷出条件均好,切屑以长螺旋型或短螺旋型卷出。当切削深度与进刀量之比不大于3~4时,切屑碰在刀杆后即变成细碎块掉落。
这种带有卷屑装置的新型硬质合金机夹车刀刀粒,在车床上及立式车床上切削钢件时使用。剖面为40mm×60mm及40mm×40mm的车刀,若切削余量均匀,其最大的切屑剖面在宽30mm的刀片上为20mm2,在宽25mm的刀片上为15mm2。当切削余量不均匀的硬皮时,切屑剖面要缩小30%~40%,当加工过程冲击很大时,不宜采用这种结构的重型车刀。
刃磨该类硬质合金刀粒时应注重,把硬质合金刀粒放在刀杆槽内,用螺栓和卷屑器的垫板固定住。硬质合金刀粒从刀杆内伸出长度不要超过1~1.5mm。垫板要安置在硬质合金刀粒的前面,安放时,要使切屑能够成螺旋状卷出。从硬质合金刀粒中部测出的距离或伸出量依据切屑剖面的大小而定。伸出量的尺寸,不应小于表1中所列值,否则切屑将猛烈击打卷屑器,会造成车刀的切削部分破裂,甚至把刀杆打断。当切削时,要及时更换磨钝的或破裂的硬质合金刀粒。更换硬质合金刀粒必须把切屑渣从刀杆上清理净。
该型硬质合金刀粒结构优点在于:硬质合金刀粒与硬质合金刀体间有误差时,可以进行修磨,从而保证装配精度;压紧螺栓位于后刀面上,不轻易被切屑损坏。板式刀架比较适合重型切削,因为它极大地增加了硬质合金刀粒受力方向的刚度,在增加切削用量后,也不致产生大振动,有利于生产效率和加工质量的提高滤芯。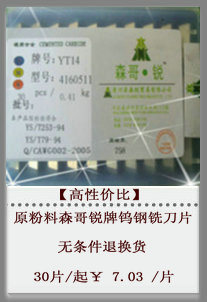
![]()
公司网站二部:客服旺旺:![]()





