
联系人:陈先生 15162468620
订购电话:0512-62574511
SUPERBOLT® Catalogue NM
NM
Bearing Locknut Tensioners
 SM
SMMill Motor Tensioners
 H650
H650Medium Temperature Tensioners
 H650T
H650TMedium Temperature Tensioners
 H850
H850Elevated Temperature Tensioners
 H850T
H850TElevated Temperature Tensioners
 SH
SHHigh Temperature Tensioners
 SHT
SHTHigh Temperature Tensioners
 MT
MT
Standard Tensioners
 MTT
MTTStandard Tensioners
 MTL
MTLTensioners; light range
 MR
MRStandard Tensioners
 MRA / MTA
MRA / MTAStandard Tensioners
MTA on request
 CY
CYHigh Strength Tensioners
 SJ
SJJamnut Tensioners; heavy range
 SJL
SJLJamnut Tensioners; light range
 SJX
SJXJamnut Tensioners; extra heavy range
 GR2
GR2Column Tensioners
 CN
CNCrosshead Jamnuts
 SP
SPPiston End Tensioners
螺栓安装步骤
|
|
|
紧固前 核对螺栓扭矩:顶推螺栓扭矩数值同产品一起发运。 注意:刻在螺栓上的扭矩数值是标准数值,可能不适合您的使用。如使用气动扳手选用气动工具的输出扭矩为螺栓标定扭矩的100%-110%。详见气动工具到选择 气动工具的选择(压力:6.5巴) 提示:气动扳手在紧固螺栓的顶推螺栓时,一般仅仅能达到其额定输出扭矩的30%-50%,因此,应使用尽可能大的输气管线及接口。 小于70Nm 3/8英寸冲击工具或气动棘轮扳手 70-130Nm 1/2英寸冲击工具,降低功率使用(不要过量) 130-200Nm 1/2英寸冲击工具 200-270Nm 1/2英寸冲击工具 大于270Nm 3/4英寸冲击工具 校验气功工具:使用气动扳手将螺栓拧紧直到扳手无法转动,然后用扭矩扳手来侧出其扭矩。 准备工作 1) 确认的、螺栓使用了润滑剂,新产品在出厂前已作润滑 2) 确认螺栓未突出螺母底部 3) 润滑主螺纹 4) 将垫片安装在螺栓上 5) 用润滑剂润滑垫片表面或螺栓顶端 法兰安装:为提高安装效率,法兰安装可按设备厂家安装要求俩人对面同时操作。 紧固次序 第一步:用手将螺母拧在主螺栓上直至底部接触到垫片,然后向后拧一点(有助于拆卸时加油润滑) 第二步:使用规定扭矩30%-70%扭矩交叉拧紧12点,6点、9点、和3点。这4个位置上的螺栓 第三步:使用100%规定扭矩拧紧这4个顶推螺栓 第四步:按圆周方向使用100%规定扭矩将所有的顶推螺栓拧紧。如果使用超过规定的扭矩,不能使用在所有的顶推螺栓上。对于一些长螺栓或者联杆,您可能会考虑使用更高扭矩,如果要使用120%以上的规定扭矩时,须向我们确认。 第五步:重复第四步,将所有顶推螺栓的紧固程度达到一致。(余留转动角度应小于10度)一般情况下重复第四步2到4次即可完成。 |

摘要:介绍螺栓主要特点:机械效益明显、准确的预紧力、应力释放功能、增加螺栓连接弹性,节省紧固时间。
关键词:螺栓 预紧力 紧固力 紧固
螺栓紧固的目的是产生大于载荷的、精确的、可持久的预紧力。只要预紧力大于载荷,螺栓连接就不会出现问题,但预紧力过大,也会导致连接件即螺栓本体损坏。要实现精确的预紧力,特别是对于大直径螺栓紧固具有一定难度。一般来说,要想紧固好直径大于1英寸的螺栓需要使用力矩放大器。传统的紧固方法包括锤击、加热、液压扳手、液压拉伸器等。这些方法不但存在精度差、费时间、设备昂贵、安全隐患,而且经常出现螺纹咬死(金属粘连)现象。美国螺栓公司(SuperboltInc)生产的螺栓提供了解决上述问题的最佳方案。
螺栓的正式定义为顶推张紧装置,它可直接用来替代现有的六角螺母。实际上螺栓美国已有20多年的历史,被广泛地应用在钢铁 、石化、电站、冶金、矿山等行业的重型设备关键件的连接上。螺栓有如下一些特点 。
1.机械效益明显
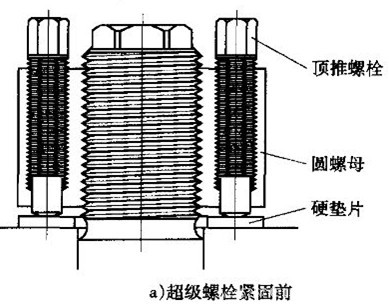
螺栓(螺母)是由一个带由多个顶推螺栓的圆形螺母及超硬垫片组成(图示) 。使用时,将超硬垫片套入紧固件的螺杆,再将螺栓(螺母)沿螺杆主螺纹用手拧下,接触到超硬垫片即可 。紧固时只需通过一只手动扳手来完成。螺栓具有较高的机械效益,传统的螺栓紧固时是将力集中在单个螺栓上,而螺栓将力分散在多个顶推螺栓上。顶推螺栓直径小,需力矩就小,但数量多,集合起来产生强大推力作用在超硬垫片上,同时,在紧固件螺杆上也产生了一个同等的反作用力。这两股力量在连接件间产生了强大的预紧力 。例如,要紧固一个直径4英寸、螺距为8TPI(每英寸8牙)的螺母,使其预紧力达到45000psi(310MPa),如使用普通螺母所需力矩为30650磅力英尺(41.55kN.m),而使用螺栓只需190磅力英尺(296N.m)的力矩 。螺栓直径越大,螺栓的机械效益越明显(图2) 。另外,螺栓的载荷能力范围可从10000磅力(44.5kN)到20000000磅力(8.9*10 4kN),在汽轮机和化学反应器上的多年无故障使用已充分证明了其可靠性,从1984年发明以来到现在,美国螺栓公司已开发出40多个品种,直径范围从3/4-32英寸(¢19-¢813mm) 。
2.准确的预紧力
螺栓紧固中最基本的,也是通常被广泛误解的概念是预紧力与载荷的关系,采用高于载荷的准确预紧力可确保螺栓连接稳定可靠.传统的紧固方法一直试图通过使用双螺母,焊接固定,开销槽等方法来防止螺栓松动。这种治标水治本的方法,虽然螺母被固定住,但却使螺杆承受了全部载荷,循环载荷引起金属疲劳,螺杆断裂由此产生。因此,获得准确的预紧力十分重要,影响预紧力的因素很多,其主要因素是摩擦因数,如连接件及螺栓(螺母)表面的条件、使用的材料及润滑情况等等。传统的紧固方法如液压扳手其预紧力的误差在30%-40%,而压拉伸器不但误差大,而且由于张力从螺杆转移到螺母上会导致预紧力下降。螺栓的预紧力同其顶推螺栓的数量及直径成正比。经过计算设计出来的螺螺栓预紧力的误差只有10%,通过调校还可下降到5%,精准的预紧力是螺栓连接系统稳定、持久、可靠的保证。
3.应力释放功能
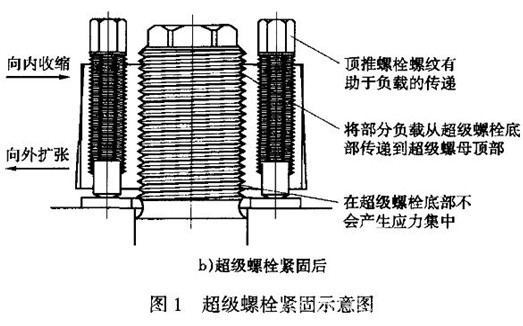
传统紧固方法由于精度难于控制、误差大,经常导致螺栓预紧力过高,由此产生的螺纹咬死(金属粘连)是常见现象 。通过观察可以发现,螺纹粘连的区域基本上发生在螺母下部两三牙,这是由于预紧力过高导致的应力集中。应力释放功能是螺栓的另一大特性,顶推螺栓与主螺栓产生的力相互作用,产生了弯曲力矩,在螺栓(螺母)上,弯曲力矩呈现为圆周形,由此在螺栓(螺母)上产生的应力为圆周应力。圆周应力使得螺栓底部直径增大,而上部直径缩小(图示)。这种伸缩运动起到释放应力集中、提高静态负载、防止出现螺纹咬死(金属粘连)的作用。
4.增加螺栓连接弹性
尽量提高螺栓连接的弹性是大多数螺栓连接系统的追求,特别是在高温条件下的螺栓连接经常由于温度高低的循环变化产生蠕变,由此导致螺栓松动。传统的观念是通过增加螺栓长度、增加垫片来提高螺栓系统的弹性,但效果有限。试验证明使用螺栓可使螺栓连接系统增加50%-100%的弹性。在一定温度下蠕变是连续均匀的,因此,这额外增加的弹性不但可大大延长螺栓连接在高温条件下使用的寿命,而且也起到防止松动的作用。
5.节省紧固时间
螺栓中的多个顶推螺栓常常会给人造成一种紧固时间过长的想法,实际上在使用螺栓的场合,其紧固时间比传统螺栓紧固方法大幅度降低。螺栓上的顶推螺栓直径很小,需要力矩不大,使用手动工具就可轻松完成紧固。在热交换器端盖、法兰等需要同时紧固多个螺栓的场合可先使用普通气动扳手、多人同时操作,最后用手动力矩扳手校定,这样可大大提高工作效率。




